

Fractoryn kumppanien laitteiden enimmäispuristusvoima on 1000 tonnia ja antaa mahdollisuuden taivuttaa ohutlevyä, jonka sivun pituus on enintään 12000 mm. Metallien särmäyspuristimet omaavat erittäin tarkan paikannuksen ja laajat käyttömahdollisuudet, mukaan lukien ohutlevyn reunoituksen.
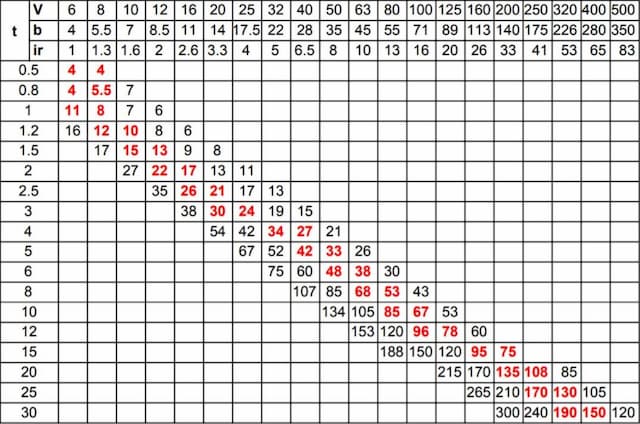
Pienin taivutussäde riippuu kappaleen materiaalin plastisuudesta ja paksuudesta – sitä rajoittaa halkeamien riski taivutuksen ulkosivulla. Katso valitun materiaalin paksuuteen sopivan säteen löytämiseksi taivutustaulukkoa seuraavassa osassa.