


Fractory partnerite seadmete maksimaalne survejõud on 1000 tonni ning need võimaldavad vormida lehtmetalli paindepikkusega kuni 12000 mm. Metalli painutuspingid on väga täpse positsioneerimise ning laia kasutusvõimalusega, sealhulgas lehtmetalli ääristamine.
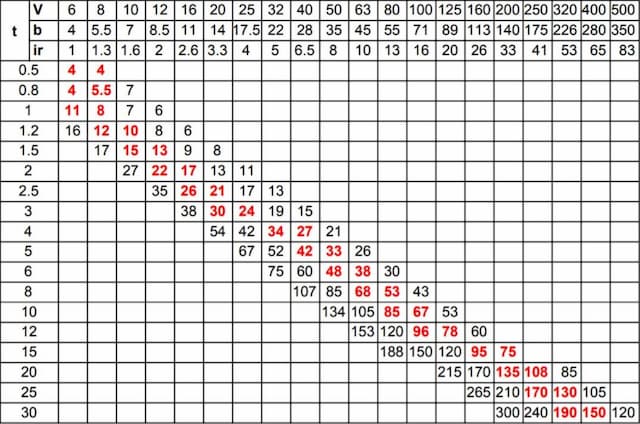
Minimaalne painderaadius sõltub detaili materjali plastsusest ja paksusest ning on piiratud pragude tekkismisohu tõttu painde välisküljel. Vt. painutustabelit järgmises lõigus, et leida sobiv raadius valitud materjalipaksusele.