

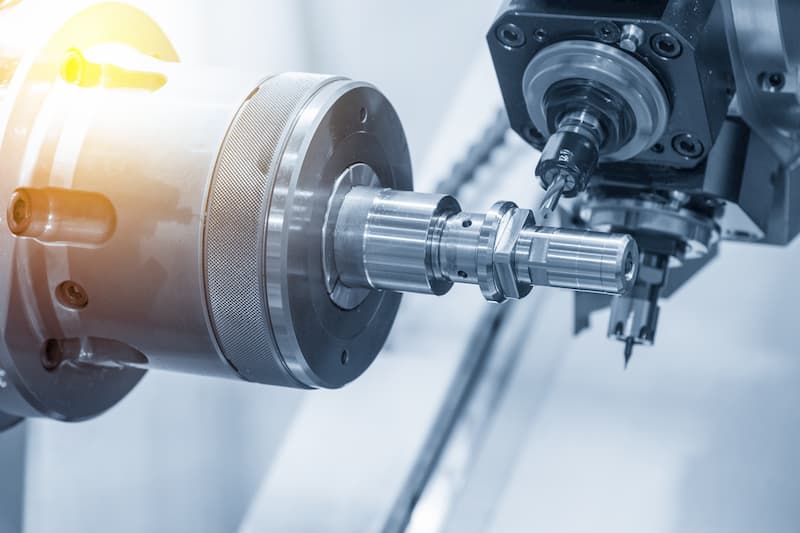
Sorvaus on lastuava työstöprosessi, jossa leikkaustyökalulla poistetaan materiaalia sylinterimäisten osien valmistamiseksi. Työkalu liikkuu työstettävän osan akselia pitkin osan pyöriessä kierteisellä työstöradalla.
Koneenrakennuksessa ei pääse yli eikä ympäri akseleista, joilla siirretään tehoa moottorista liikkuviin osiin. Akselien valmistukseen tarvitaan tietenkin sorvausta. CNC-sorvausta ja porausta käytetään eri teollisuudenaloilla laajasti akselisymmetristen osien valmistuksessa.
CNC on tietokoneohjattu numeerinen ohjaus, mikä tarkoittaa, että konetta hallitaan tietokoneistetuilla järjestelmillä. Koneeseen syötetään digitaalinen koodi. Koodi ohjaa kaikkia työkalun liikkeitä, pyörimisnopeutta sekä muita tukitoimintoja, kuten jäähdytysnesteen käyttöä.
Sorvausparametrit
CNC-sorvauksen parametrit riippuvat monesta asiasta. Huomioon on otettava osan ja työkalun materiaali, työkalun koko, viimeistelyvaatimukset, yms.
CNC-sorvauksen pääparametrejä ovat:
- Karan nopeus – yksikkönä on kierrosten lukumäärä minuutissa (rpm) ja se näyttää karan pyörimisnopeuden (N), ja siten myös työkappaleen pyörimisnopeuden. Karan pyörimisnopeus on suorassa korrelaatiossa leikkausnopeuden kanssa ja riippuu myös halkaisijasta. Jos osan halkaisija muuttuu merkittävästi, tulee sen takia tasaisen leikkausnopeuden ylläpitämiseksi karan nopeuden vaihdella.
- Työkappaleen halkaisija – Kuten mainittu, osan halkaisija vaikuttaa merkittävästi leikkausnopeuteen. Symboli on D, yksikkö on mm.
- Leikkausnopeus – Leikkausnopeuden laskentakaava on V=πDN/1000. Se näyttää työkappaleen suhteellisen nopeuden leikkuutyökaluun nähden.
- Syöttönopeus – Yksikkö on mm/rev ja symboli s. Syöttö ilmaisee etäisyyden, jonka leikkaustyökalu liikkuu työkappaleen yhtä kierrosta kohden. Etäisyys mitataan aksiaalisesti.
- Aksiaalinen leikkaussyvyys – leikkauksen syvyys akselin suuntaan. Se on pintakäsittelyssä ensisijainen parametri. Suurempi syöttönopeus lisää painetta leikkuutyökaluun ja lyhentää sen käyttöikää.
- Radiaalinen leikkaussyvyys – Aksiaalisen leikkauksen vastakohta, joka näyttää leikkaussyvyyden kohtisuorassa akseliin nähden. Taaskin, pienemmät syöttönopeudet auttavat pidentämään työkalujen käyttöikää ja varmistamaan paremman viimeistelyn.
Erilaiset operaatiot
CNC-sorvaus soveltuu monenlaisiin toimintoihin. Olemme jo maininneet osan niistä, mutta katsotaanpa nyt tarkemmin, mihin sorvit pystyvät.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=-J3wN1ruDZM&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Sorvaus
Kaikkein yleisin toiminto. Kärkisorvin leikkuuterä liikkuu työkappaleen akselia pitkin, poistaen materiaalin kappaleen pinnalta. Sorvaamalla voi tuottaa erilaisia muotoja, kuten askelmia, kartiomaisia osia, jne. Yleensä lopputuloksen saavuttamiseksi tarvitaan muutama läpiajo.
Sorvauksella saavutettavan suuren tarkkuuden vuoksi toleranssit ja sovitteet valitaan yleensä ISO-toleranssien reikäjärjestelmällä. Tiukkojen sisäpuolisten toleranssien saavuttaminen on CNC-sorvauksella mahdollista toisin kuin pelkästään poraamalla.
Tasaaminen
Tasaaminen poistaa materiaalia työkappaleen päästä. Tavoitteena on yleensä toivotun pinnanlaadun saavuttaminen. Koska leikkaussyvyyden ei tarvitse olla kovin suuri, se voidaan suorittaa yhdellä ajolla. Työkalun liike on kohtisuorassa pyörivää akselia nähden.
Pistosorvaus
Kuten tasaamisenkin tapauksessa, työkalu liikkuu kohtisuorasti pyörivää akselia nähden. Mutta työkappaleen pään leikkaamisen sijaan suoritetaan pistosorvaus työkappaleen kylkeen. Jos leikkauksen leveys on sama kuin työkalun leveys, suorittaa kärkisorvi leikkauksen yhdellä ajolla. Muussa tapauksessa tarvitaan useita leikkauksia.
Irrotus
Irrottaminen tunnetaan myös katkaisuna/ pois leikkaamisena. Jälkimmäinen termi kuvaa tätä sorvaustekniikka aika tarkkaan. Menetelmä näyttää urituksen kaltaiselta, mutta leikkaustyökalu leikkaa osan akseliin syvyydelle. Tämä tarkoittaa, että osasta katkaistaan palanen.
Käytä 3D-tiedostojasi saadaksesi hintatarjouksen sekunneissa
-
 Hinnoittelu muutamassa sekunnissa
Hinnoittelu muutamassa sekunnissa
-
 Lyhyt toimitusaika
Lyhyt toimitusaika
-
 Fractory hoitaa kuljetuksen
Fractory hoitaa kuljetuksen
Kierteensorvaus
Kierteensorvausta käytetään kierteiden leikkaamiseen osan sisä- tai ulkopinnalle. Kierteen ominaisuudet säädetään ja lopputuloksen saavuttaminen vaatii useita läpimenoja.
Poraus
Luettelon ensimmäinen sisäpuolinen operaatio. Kun puhutaan perinteisestä sorvauksesta, tarkoittaa poraus poraamista työkappaleen päästä aina akselille asti. Koska osa pyörii, työkalu voi pysyä paikoillaan. Uudemmat CNC-sorvikeskukset voivat käyttää pyöriviä työkaluja kohtisuorien reikien tekemiseen osan kyljille tai muualle.
Sisäsorvaus
Sisäsorvaus tarkoittaa kaikkien samojen toimintojen suorittamista kuin ulkosorvauksessa, mutta osan sisäpinnalla. Sisäsorvaus edellyttää ensin porausta, jolla tehdään työkappaleeseen työkalulle tilaa. Porauksen jälkeen voidaan laajentaa reikää sisäsorvausterällä ja sorvata siihen viisteitä, askelmia, jne.
Kalvinta
Kalvinta on koneistusprosessi, jolla olemassa olevaa reikää viimeistellään ja laajennetaan monileikkuisella uritetulla työkalulla. Tuloksena on erittäin hyvä pinnanlaatu ja tarkkamittainen reikä. Työprosessi on saman tyyppinen kuin poraus, mutta vaatii alkureiän joka on halkaisijaltaan lähellä lopullista mittaa.
Kierteitys
Kuten kalvintaankin, tarvitaan myös kierteitykseen ennalta porattu reikä. Sisäkierteet työstetään olemassa olevaan reikään työnnettävällä tapilla. Reiälle esitettävät vaatimukset riippuvat kierteen koosta – sen on oltava aika lailla sama, kuin sisäkierteen hampaiden kärki.
Sorvaukseen sopivia materiaaleja
Edellä esitetyn sorvityyppien kuvauksen lisäksi on sorvin valinnassa otettava huomioon myös työstettävä materiaali. Puulle, metallille sekä lasille tarvitaan eri sorveja, koska materiaaleilla on eri ominaisuudet ja niiden työstöön tarvitaan erilaisia leikkausnopeuksia.
Mitä tulee materiaalin profiiliin, niin sopivia ovat mitä erilaisemmat muodot, kuten neliömäinen, pyöreä, kuusikulmainen jne. Jos profiili on jotakin muuta kuin pyöreää, on kätevää, jos loppuosa ei ole joka paikassa pyöreä.
Sorvaukseen sopivia materiaaleja ovat:
- Metalli
- Puu
- Lasi
- Muovi
- Vaha, jne.
Fractoryssa me tarjoamme metallin sorvausta.
Päätteeksi
Sorvaus on yksi valmistusteollisuuden tukipilareita. Sorvaus on paras valmistusmenetelmää, kun tarvitaan tarkkoja asymmetrisiä osia. Joustavuus ja tuotantokapasiteetti mahdollistavat suurten erien valmistuksen lähes identtisillä lopputuloksilla.
Nykyään suuret CNC-koneistuskeskukset tarjoavat sekä CNC-jyrsintää että sorvausta. Jyrsintäkoneet lisäävät ominaisuuksia, jotka tekevät niistä todella tehokkaita monimutkaisten osien luomiseen.
