

Laser welding uses a high-precision laser beam to fuse metals and thermoplastics. The accuracy and precision of the process produces low thermal distortion, making it perfect for welding sensitive materials. The process is most often automated, allowing for high welding rates.
Let’s dive deeper into the concept behind laser welding.
- Laser welding offers high precision and speed, making it ideal for thin materials and complex joints with minimal thermal distortion.
- Laser welding can be used on a wide range of materials, including difficult-to-weld metals like aluminum and titanium, without the need for additional filler material.
- The process is often automated using robots, which enhances accuracy and efficiency in industrial applications.
- While the initial cost of laser welding equipment is high, it is offset by lower operating costs and faster production rates.
- Laser-hybrid welding combines laser and arc welding, offering deeper penetration and improved weld quality, making it increasingly popular in heavy industries.
What Is Laser Welding?
Laser welding or laser beam welding (LBW) is a process that uses a concentrated heat source in the form of a laser to melt the materials, which fuse together as they cool down. It is a versatile process since it can weld thin materials at rapid welding speeds while running narrow and deep welds for thicker materials.
While laser welding equipment costs more than traditional welding processes, its operating costs are lower since it doesn’t necessarily require additional filler material and post-processing. Also, the high welding speeds allow the production of more parts per hour. The technology behind this process distinguishes significantly from conventional arc welding processes such as MIG, TIG and SMAW. Modern laser welding applications use programmable robots incorporated with advanced optics to precisely target an area in the workpiece.
Types of Laser Beam Welding
There are two different types of laser beam welding, both with unique operating principles to suit specific applications. The way that the material interacts depends on the laser beam’s power density.
Heat Conduction Welding
In this method, a focused laser beam is used to melt the surface of the base materials. When the joint solidifies, a precise and smooth weld seam is produced. Welds created using the head conduction method do not generally need any additional finishing, the quality is great “out of the box”.
The energy enters the weld zone only by heat conduction. This limits the welding depth and thus the process is great for joining thin materials. Heat conduction welding is often used for visible weld seams which need to be aesthetically pleasing.
There are two subcategories of heat conduction welding:
-
Direct heating – the laser beam directly applies its power on the surface of the metals.
-
Energy transmission – absorbing ink is applied to the joint, soaking up the energy that the laser beam applies.
Deep Penetration/Keyhole Welding
Running the process in keyhole welding (deep penetration) mode creates deep, narrow welds with uniform structure. For metals, power densities of about 1 megawatt per square centimetre are applied. This does not only melt the metal but vapourises it, creating a narrow vapour-filled cavity.
This is called a keyhole cavity or vapour capillary and is filled with molten metal as the laser beam advances through the workpiece. Keyhole welding is a high-speed process and thus, the distortion and the formation of a heat-affected zone are kept to a minimum.
Laser Beam Welding Process

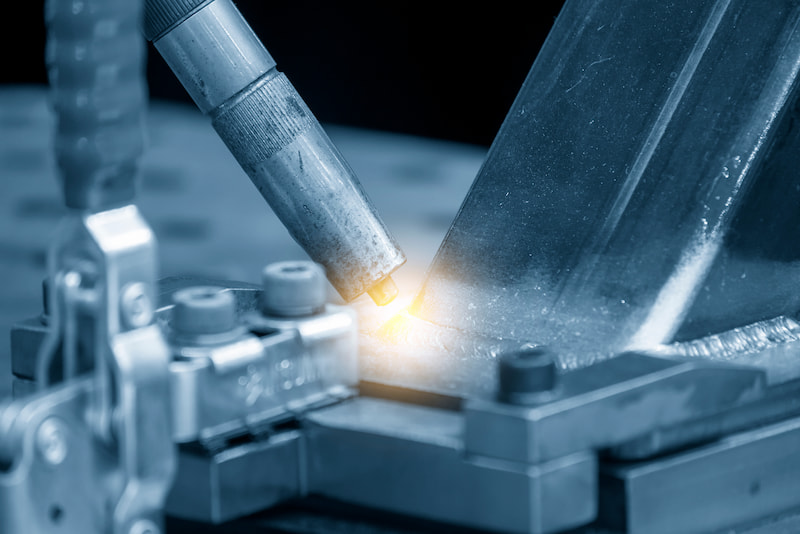
Laser beam welding works on the principle of using a laser with high power density to apply heat to a joint between the surface of two metals. The material melts at the joint, and it permits fusion between the metals as it solidifies.
Laser welding is typically carried out by welding robots that can precisely apply a large amount of energy at high speeds, guided by flexible optical fibres. This results in melting a sufficient amount of metal in the joint, creating narrow welds with minimal distortion. Handheld laser welding systems seemingly offer a great alternative to bulky industrial machines, but those welders’ safety is being questioned.
The welding process can be performed under atmospheric conditions but for more reactive materials inert gas shielding is recommended to eliminate the risk of contamination. Similarly to electron beam welding, laser welding could be carried out in a vacuum but it is not deemed economically feasible. Thus, laser welders come equipped with gas nozzles that supply inert gas to the weld area.
Many laser welding applications are carried out without the need for additional filler material. However, some challenging materials and applications require filler material to produce satisfactory welds. Adding filler material improves the weld profile, reduces solidification cracking, gives the weld better mechanical properties and allows for more precise joint fit-up. The filler material can come in powder form or as filler wire but since powders are generally more expensive for most materials, using wire feedstock is more common.
The four most common joint types utlised by laser welding are butt welds, edge flange welds, filler lap welds and overlap welds.
Laser welding can be performed on a variety of metallic materials including low-carbon steel, stainless steel, aluminium, titanium, etc. It can also fuse materials that aren’t as widespread as the aforementioned, such as Kovar and material combinations deemed not easy to weld such as copper-copper, copper-aluminium, etc. Welding high-carbon steels is generally not recommended due to the high cooling rate which tends to cause cracks.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Types of Lasers
There are three primary types of laser welders used for the welding process:
Gas laser (CO2)
A CO2 laser source is a mixture of gases with CO2 being the main component alongside nitrogen and helium. These lasers can operate in a continuous or pulsed mode at a low current and high voltage to excite the gas molecules. Carbon dioxide lasers are also used in special circumstances, such as in dual-beam laser welding, wherein two beams are produced and arranged either in tandem or side-by-side.
Solid-state laser
Solid-state lasers use Diode Pumped Solid State (DPSS) technology to pump ore such as ruby, glass or yttrium, aluminium, and garnet (YAG), or yttrium vanadate crystal (YVO4) with a laser diode to produce laser rays. These lasers are operated in either continuous wave or pulsed beam mode. The pulsed mode produces joints similar to spot welds but with complete penetration. These lasers have their fair share of disadvantages when compared to modern fibre lasers but we can’t deny that solid-state lasers still have excellent beam stability and quality along with high efficiency.
Semiconductor-based lasers are also in the solid state but are generally considered a separate class from solid-state lasers. These lasers are only used for cheaper and small projects. But they’re sometimes used when welding in hard-to-access areas since the equipment is more compact. The quality of the beam is far worse when compared to other types of lasers and thus, it is not as common in industrial settings.
Fibre laser
Fibre lasers are the newer type of solid-state lasers that offer more power, better quality and safer operation. In fibre lasers, the laser beam is created when the fibre absorbs raw light from the pump laser diodes. To achieve this transformation, the optical fibre is doped with a rare-earth element. By using different doping elements, laser beams with a wide range of wavelengths can be created and this makes fibre lasers perfect for a variety of applications, including laser welding and laser cutting. However, it’s worth noting that a standard laser cutting head cannot be used for welding and a laser welding head cannot meet the cutting speeds and quality demanded in most industrial applications.
Advantages of Laser Welding
-
Great quality thanks to low heat input and precise laser power control.
-
The process is fast which allows for low unit costs.
-
Great welding depth resulting in high-strength welds.
-
Allows welding material combinations that other methods can’t join.
-
The simple welding equipment allows welding under special conditions.
Disadvantages of Laser Welding
-
High initial investment
-
Strict tolerances require perfect workpiece assembly and laser calibration.
-
Materials with high reflectivity and conductivity (aluminium and copper) can create a fussy weld result (in the case of Co2 lasers).
-
Porosity and brittleness might result from rapid solidification.
-
Laser optics are quite delicate and can easily be damaged.
Laser-Hybrid Welding
Laser-hybrid welding combines the concepts of electric arc and laser beam. The two simultaneously act in the same welding zone, complimenting each other and creating a unique welding process. Although laser welding can be used in conjunction with virtually any arc welding process, there are some that stand out and are used more commonly.
There are three main types of laser-hybrid welding:
- MIG augmented welding (often synonymous with laser-hybrid welding)
-
TIG augmented welding
-
Plasma-arc augmented welding
The hybrid welding process offers deep penetration brought by laser welding and a weld cap profile achieved comparable to arc welding processes. Using protective shielding gases and other arc welding consumables offers greater control over the weld characteristics than laser welding would allow just by itself. Laser-hybrid welding is definitely a process that is on the rise and will be utilised more and more in the shipbuilding, railroad, automotive industries and large-scale pipe welding projects in the future.
