


Waterjet cutting is a mechanical process where the material is removed by physical contact and material wear. The main difference with other cutting processes is the fact that it’s a cold-cutting process (non-thermal), meaning that no heat is used in the cutting process.
In today’s world, all manufacturing processes have to meet three main objectives: increase production, reduce waste and improve quality. Processes such as 3D printing, sheet forming, injection moulding, laser and plasma cutting try to achieve these goals at reduced cost and production times while increasing efficiency and sustainability at the same time.
Every one of those processes has its place in the manufacturing industry due to various benefits and limitations. Modern waterjet cutters have also incorporated CNC technology into their design to meet these goals with even better results.
In this article, we shall take a deeper look into the advanced process of waterjet cutting.
What Is Waterjet Cutting?
Waterjet cutting uses a high-pressure stream of water mixed with an abrasive material to cut a wide range of materials.
A high-pressure water pump pressurises the water. This water flows through high-pressure tubing into the cutting head. In the cutting head, the water flows through a nozzle, turning it into an extremely fine stream. This stream cuts whatever material is placed in front of it.
A waterjet cutting machine can produce pressures as high as 100,000 psi or about 6900 bars. To put it into perspective, fire hoses generally deliver pressures between 8 to 20 bars. The waterjet nozzle is assisted by a vision system to facilitate the precise and efficient cutting of the part.
It is easy to manipulate the nozzle to accommodate the cutting of different materials. Depending on whether an abrasive substance is used or not, there are two types of waterjet cutting methods:
-
Abrasive waterjet cutting
-
Pure waterjet cutting
Abrasive waterjet cutting
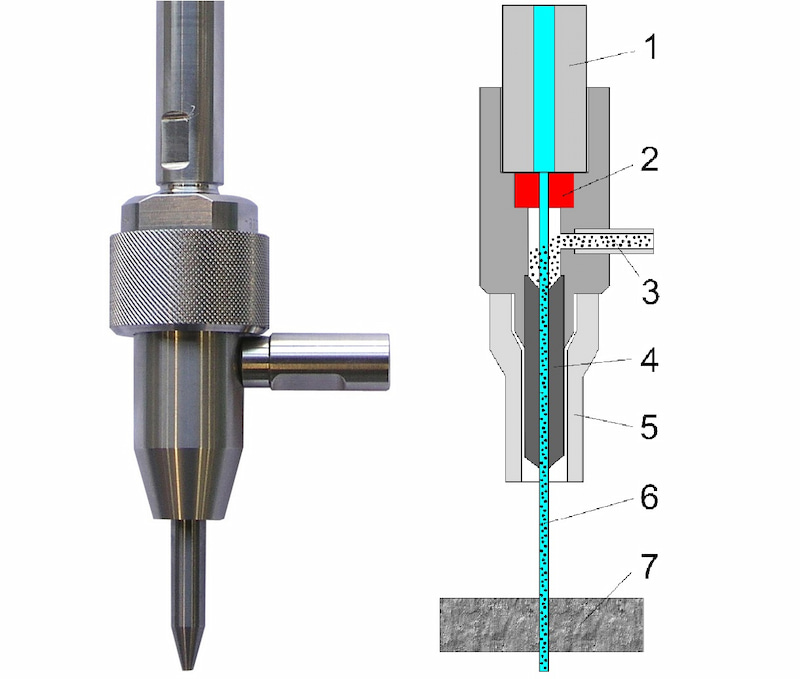
When cutting harder materials, abrasive agents are mixed with the water. This occurs in a mixing chamber located in the cutting head just before the abrasive jet exits the system.
Popular agents for abrasive waterjet cutting are suspended grit, garnet and aluminium oxide. As the material thickness/hardness increases, so should the hardness of the abrasives in use.
With the right abrasives, various material types can be cut. Common materials cut with abrasives are ceramics, metals, stones and thick plastics. There are, however, certain exceptions such as tempered glass and diamonds that cannot be cut with abrasive water. Tempered glass shatters when cut with a water jet.
Pure waterjet cutting
Water jet cutters also work without the addition of abrasives, mainly to cut soft materials. A waterjet cutter designed only for this purpose does not have a mixing chamber or a nozzle. A high-pressure pump forces pressurised water out of an orifice to create precise cuts on the workpiece. Although most industrial cutting devices using waterjet technology enable the use of both methods.
Pure waterjet cutting process is less invasive compared to abrasive waterjet cutting. The jet stream is also exceptionally fine and does not impart any additional pressure on the workpiece.
Pure waterjet cutting is ideal for softer materials like foam, felt, wood, rubber, food and thin plastics.
Waterjet Cutting Benefits
Waterjet cutting provides certain benefits that make it an excellent choice for general as well as very specific applications. Some of the benefits are as follows:
-
High accuracy
-
No heat-affected zone
-
No need for tool changes
-
Cost-effective process
-
Compatibility with different materials
-
Highly sustainable
High accuracy

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=AWoBKAUw8hQ&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Waterjet cutting is known for providing high cutting accuracy. Waterjet cut parts are of very high quality even when limited by tight specifications.
A water jet cutting machine can work with tolerances up to 0.025 mm (0.001 inches) but tolerances between 0.075 to 0.125 mm are more common for parts less than one inch in thickness.
The tolerances may increase with thicker materials depending on the technology. The accuracy depends on factors such as the table stability, machine construction, abrasive flow rate, cutting stream control, stream lag and process error.
No heat-affected zone
Heat-affected zone (HAZ) is a byproduct of most hot cutting processes. In processes such as laser cutting and EDM, the zone around the cut edge does not melt during machining but undergoes a change in its properties.
Discolouration, heat distortion and hardened edges can all affect the characteristics of the final part. These parts require heat treatment before being put into use.
Being a cold cutting process, waterjet cutting does not create heat-affected zones. This gives the final parts superior edge quality and more dependable properties without imparting any stress to the part.
The use of water jet cutting thus diminishes the need to worry about imperfect cuts, weak points and warping. Manufacturers can also use pre-heat treated parts to bring down production costs.
Being a non-thermal cutting process also means that there is no slag formation and dross waste created.
High-quality finished parts
Waterjet cutting delivers superior quality parts that no other cutting method can compete with. The edges are smooth and do not need deburring.
The final quality depends on several factors such as cutting speed, pressure, abrasive flow rate and nozzle size. The process parameters may need to be modified for optimum output.
No need for tool changes
A waterjet cutter does not use any cutting tools and the nozzle does not need to be changed to accommodate different materials and thicknesses. The same nozzle is used for different applications by adjusting the cutting stream parameters, such as feed rate to achieve the appropriate cutting speed.
Since a tool change is not required between materials, the water jet cutting machine can cut different materials one after the other which improves the operational efficiency by saving time and tool costs.
Cost-effective process
Waterjet cutting is more cost-effective compared to alternative cutting methods in many applications, especially in the food industry. The process does not always need fixtures, jigs or clamps which increases the production speed.
Another benefit that this process offers is the possibility to stack and cut several layers of material all in one pass. Stacking can also be performed for dissimilar materials which makes this a simple yet effective way of increasing part production.
Cut parts also don’t require any post-processing which reduces the overall cost. The process also creates minimal material waste.
Compatibility with different materials
As explained before, the waterjet cutting process is not limited by the type of material. It can cut a wide range of materials as long as the correct process parameters and abrasives are selected. We shall cover this topic in detail further in the article.
Highly sustainable
In this day and age, sustainability is an important factor when selecting a manufacturing process. The waterjet cutting process checks all the right boxes when it comes to sustainability. It has amazing advantages such as no slag formation, no dross waste and no need for heated parts. It also does not create any toxic fumes or greenhouse gases.
The finished parts also do not require any post-processing tasks such as heat treatment. The main cutting medium of water is also recyclable which reduces the impact on the environment. In addition, no cooling oils or lubricants are required as the water jet itself acts as a coolant.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Waterjet Cutting Materials
The process is compatible with a wide range of materials. In this section, we shall take a look at the different types of materials that can be cut effectively using a water jet cutter. We’ll cover:
-
Metals
-
Wood
-
Rubber
-
Ceramics
-
Glass
-
Stone and tiles
-
Food
Metals
The high velocity and pressures in waterjet systems make them capable of cutting thin and thick metals with relative ease. This process is capable of cutting extremely hard materials such as titanium and inconel, along with common metals such as aluminium and mild steel.
The process is mainly used to cut thicker workpieces that can’t be cut with laser or plasma. For thinner metals, laser cutting has an edge over waterjet in terms of cutting speed. A waterjet cutter with a 30 HP pump can cut 12 mm titanium at a rate of 180 mm/min.
For metals, waterjet provides the advantage of no HAZ formation which improves the final quality of a part significantly. There is also no need for secondary finishing in most cases as this process provides satin-smooth edges.
Waterjet cut metal parts have high quality and are thus used in the most demanding sectors, such as the aerospace industry, that have no margin of error.
Wood
A decent waterjet cutting machine can effectively cut wood up to 125 mm in thickness at a rate of up to 15 m/min. It can be used to split wood as well as to carve intricate shapes. Moreover, the stream passes the wood at such a high speed that it causes virtually no surface wetness. This prevents the wood from absorbing the water. The high pressure also causes minimal delamination.
However, the machine may have to be recalibrated if there are knots in the wood. Either we can use a higher pressure that can cut through the knots along with non-knotted areas or use different pressures for different areas. Using either option can affect the final quality of the part.
Rubber
Waterjet technology is also increasingly used to cut rubber with varying thicknesses. A key advantage of a waterjet cutter is that it does not create concave edges, unlike die-cutting.
The technology is also not limited by the thickness of the rubber. The abrasive waterjet machine can cut rubber of varying hardness and thickness to the desired final quality.
In many cases, pure water jet cutting may be enough to meet product specifications for rubber products. Pure water jet cutting can easily cut sponge rubber of up to 50 mm thickness and hard rubber greater than 25 mm thickness up to a bidirectional tolerance of 0.25 mm.
Ceramics
Waterjet technology is commonly used in industrial cutting devices for ceramics. Ceramics are hard and brittle and difficult to machine. They cannot withstand the excessive pressure that a workpiece is subjected to in other mechanical cutting methods.
In waterjet cutting, no excessive pressure is applied to the workpiece except at the cutting point. This makes it ideal for cutting ceramics. The cutter can pierce its own starting hole and precisely cut complex shapes.
CNC (computer numerical control) technology is used in conjunction with abrasive waterjet cutting to ensure repeatable accuracy and good edge quality.
Glass
Waterjet cutting can cut a variety of glass with incredible detail. It can cut the most delicate glass without cracks or craters on it. On the other end of the spectrum, you may use it to cut stained glass.
Cutting with a waterjet does not require etching or breaking. But starting holes are pierced at a lower pressure due to the tendency to crack. A waterjet can cut up to 50 mm of bulletproof glass, this number is even greater for other types of glasses.
Stone and tiles
Stone and tiles are another common application for waterjet cutters. With the right technical settings, we can use a waterjet cutter for cement, ceramic, glass, granite, limestone, mosaic, metal, porcelain, travertine and quarry tiles.
Food

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=BLJ32oHEUbU&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Waterjet cutting is extensively used in the food industry because of the sanitation and productivity advantages it offers. The USDA also approves its usage as the process does not contaminate the food with bacteria or other contaminants.
The waterjet executes precise cutting and portioning of small and large food items such as candies, pastries, poultry, fish and frozen foods.
Waterjet vs Other Cutting Methods
Waterjet has quite a few advantages over other cutting methods. In this section, we shall compare waterjet to other methods such as wire EDM (electric discharge machining), laser and plasma cutting on the following fronts.
-
Material thickness
-
HAZ formation
-
Part tolerance
-
Operation setup
Material thickness
Waterjet can cut through 300 mm thickness of virtually any material (up to 600 mm for some). Laser cutting is used for metals up to 25 mm in thickness (less for certain materials) excluding reflective metals, whereas EDM works only with conductive materials under 300 mm of thickness.
Plasma can cut almost all metals with thicknesses up to 50mm (75 mm for some). Flame cutting (oxy-fuel cutting) is another alternative that can accommodate metals up to 150 mm but it has certain limitations. Cutting aluminium and copper alloys is not feasible and the edge quality is strongly in the waterjet’s favour.
Waterjet cutting is almost always the preferred choice when the material thickness is high and/or superior edge quality is a requirement.
HAZ formation
Waterjet creates no HAZ whereas EDM’s HAZ is very shallow. Laser and plasma cutting can have significant HAZ depth depending on the gas used in the process. This makes post-processing necessary to remove HAZ and any other distortions. This is the main reason why waterjet gives the best edge quality right off the table.
Part tolerance
Laser and EDM can match the waterjet’s tolerance specifications at 0.025 mm. Plasma can only give an accuracy of up to 0.25 mm. Cutting speed can affect this aspect though. As the speed increases, the machinable tolerances reduce.
Operation setup
The setup for the waterjet machine remains relatively the same no matter the material. All other compared methods require different setups for different jobs and may even require different consumables.
Conclusion
Waterjet cutting provides multiple advantages over other methods. Its versatility to deal with just about any material while being safe, sustainable and precise has made it a widely used method in many sectors.
However, manufacturers generally prefer laser cutting whenever faster cutting speeds are needed. Although the material thickness has to be within certain limits and exposure to heat has to be permitted. The increase in speed also reduces the final per-piece cost of the product making laser cutting services more affordable than waterjet cutting services in certain cases.
The applications of waterjet technology are present in the general manufacturing, aerospace, automotive, textile, healthcare and mining sectors among many others. As technology advances, waterjet cutting is expected to get cheaper and more prevalent in the manufacturing industry.
