


Wear is a process that takes place through contact. As a result, particles of material detach and the created debris quickens it. The diminishing detail measurements mean enlarged slacks between parts. This ends in harder knocks and noise, greatly shortening the lifespan of a machine.
It is present in all kinds of conditions and materials, be it plastic, structural steel or stainless steel. Even wear-resistant steels succumb to these effects. The right mechanical properties of materials can still reduce the speed of wear. Material wear can be monitored by utilising an array of non-destructive testing methods to confirm that the product in use is still within the allowed operational limits.
Wear mechanisms vary. They can be both physical and chemical. The reasons are classified as mechanical, corrosive and adhesive.
Mechanical wear
Mechanical wear is the most straightforward type of degradation. It occurs every time parts or particles scrub against or hit each other. Subsequently, small bits of material fall loose, further accelerating the process.
Abrasive wear
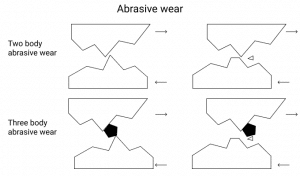
The deforming effect of small particles or surface protrusions during friction creates abrasive wear. It happens when one material is harder than the other, while the softer one is the casualty. The three main mechanisms of abrasive wear:
- Cutting – removal of material (like lathing)
- Fragmentation – a consequence of cutting, cracks form and further wear breaks off pieces
- Plowing – displacing material to the sides in the direction of scraping
Abrasive particles may get into the system with a lubricant, from the air or be the debris from previous wear. Abrasive wear is a danger in a lot of fields where these kinds of small fragments may be found. Some examples are mining and drilling equipment, and agricultural and construction machinery.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Erosive wear
Erosive wear is caused by solid particles in fluids and gases colliding with the surface of the material. In essence, the brief sliding motion of particles on a surface degrades it. Erosive wear’s efficiency is determined by the particles’ speed, shape and hardness.
The most important factor, however, is the meeting angle of the abrasive fragments and the degrading surface. In the case of ductile materials, maximum wear takes place at small angles (around 20°). Brittle materials, on the other hand, react differently – the maximum wear is at large angles (around 90°).
If abrasive particles are in fluids, the mechanism is called hydro-abrasive erosion. Examples of it happening include mixers, reactors, pumps, hydro turbines etc.
If the same conditions are present in gases, it is called gas-erosive wear. The effects are evident in ventilation systems, pneumatic transportation devices, plane propellers etc.
Cavitation wear
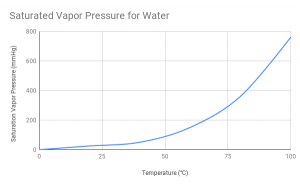
Cavitation wear only appears in environments with fluids. There are small bubbles in every liquid substance. When a fluid’s pressure drops below its pressure of saturated vapor, the already present bubbles first increase in size. Afterwards, when the pressure rises again, the cavitation bubbles implode at high speeds of up to 1000 m/s. This can take place with great frequency, up to 1000 times per second, and result in many hydraulic shocks as well as vibration.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=U-uUYCFDTrc&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
When coming into contact with a metal surface, cavitation, in essence, attacks the surface. It eats away at the material, constantly banging loose small specks. A telling sign of cavitation is the cracking or rattling sound it makes. Therefore, hearing such noises in pumps, pipes and the like should be seen as a warning.
Fatigue wear
Cyclic contact loads cause fatigue wear. It occurs when the load is higher than the fatigue strength of a material. This load is repeatedly applied and the result is a deformed surface. After a while, cracks appear and the constant wear knocks loose parts of the material. This further quickens the process.
Fatigue wear is present in both rolling and sliding. Therefore, moving parts need lubrication. Lubrication separates the components by a thin layer, reducing friction. But the effect still takes place to an extent. Fatigue wear damages bearings, train tracks, train wheels, etc.
Corrosive wear
Another type of wear is corrosive, which is especially common with ferrous metals. It is also called corrosive mechanical wear because, in this case, mechanical wear is accompanied by corrosion. Its sub-categories are oxidative wear and fretting-corrosive wear.
Oxidative wear
Oxidative wear is the most common type of corrosive wear. With oxidative wear, the material reacts with oxygen. Friction causes the formation of a layer with a special oxide-rich structure that has a thickness of only 1 µm. Such a thin layer is called a film. Below the film is a deformed layer of material that is characterised by a high density of dislocations.
In the case of normal oxidative wear, only the surface structure is removed by mechanical actions. The oxide film constantly renews itself, making this process continuous. The speed of oxidative wear depends on temperature.
Fretting-corrosive wear
Fretting-corrosive wear is caused by connecting surfaces that are constantly vibrating with a small amplitude (20…30 µm). Usually, corrosion accompanies this movement. The perpetual breaking of a just-formed oxidised layer and renewing of it induces wear. This type of wear is present in bearings, clutches and gear-wheel fits, bolted connections, etc.
Adhesive wear
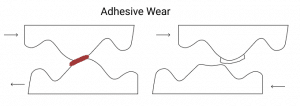
Another type of wear but without any sub-groups. Adhesive wear (galling) is characterised by one surface’s particles sticking to another surface through molecular forces. It results in moving parts stopping abruptly, which can mean failure.
Adhesive wear happens at low (up to 0.6 m/s) and high (over 0.6 m/s) speeds. With low speeds, compressive strength overcomes the material’s yield strength and there is a lack of lubricants or oxidised layer. With high speeds, the compressive strength is high and the temperature rises up to 1500 °C. Both scenarios induce adhesive wear.
If you have engineered a product taking all the above into account, get a CNC machining or laser cutting quote from us!
