

Galling is a phenomenon wherein unexpected adhesion occurs between two metal surfaces in sliding contact, resulting in frictional damage or ultimately seizing.
This type of adhesive material wear poses serious risks as it may lead to costly maintenance from repairs or equipment failure. Thus, unchecked galling can in turn lead to unwanted production delays, using up time and resources significantly.
Let’s delve into the causes, effects, and preventive measures for galling.
- Galling is a form of adhesive wear where metal surfaces seize due to material transfer, often leading to equipment failure and costly downtime.
- It commonly affects threads, bearings, pistons, and occurs during metal forming operations, especially when using metals like stainless steel or aluminium.
- The risk of galling increases under conditions such as high loads, poor lubrication, and when similar metals are in contact.
- Prevention involves proper lubrication, use of dissimilar or hardened materials, maintaining clean, well-finished surfaces, and routine inspection of high-risk components.
What Is Metal Galling?
Galling occurs when two surfaces in relative motion start sticking to each other through molecular forces, eventually resulting in accidental cold welding. It is quite a common problem in metal forming, hydraulic cylinders, bearings, engine pistons, threads, and other applications where metal surfaces are in sliding contact. Metal galling is especially prevalent when there is insufficient lubrication between the surfaces.
This adhesive wear typically occurs when subjecting the materials to high loads and slow sliding speeds, but it also occurs in high-speed applications with little loads. Add temperature and poor lubrication into the mix, and the galling effect only gets stronger.
Some metals are more prone to galling than others, aluminium and austenitic steel, for example. Typically, softer materials gall more easily and harder materials are more resistant. Properties that affect the material’s ability to gall are plasticity and ductility. Galling can happen regardless if the metals in contact are the same or different. Brass and bronze are preferred for situations where sliding occurs (bearings, bushings) as they are rather resistant to galling.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=kmwypaHH3LY&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Stainless steel, aluminium, titanium, and some other metals possess corrosion resistance from the formation of the passive oxide layer. On the downside, it renders them particularly susceptible to galling when this oxide layer is damaged or swept away under high contact forces and the bare reactive material is exposed.
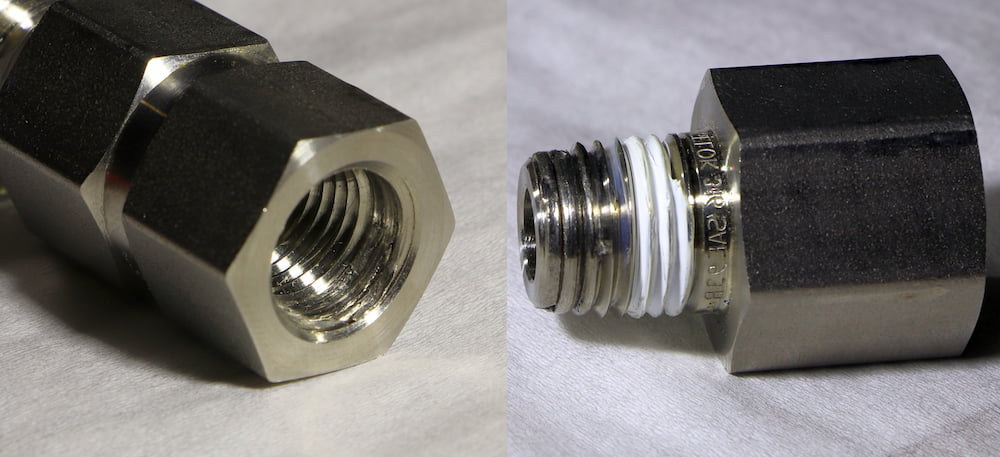
Thus, galling is quite a big problem for threaded stainless steel and aluminium bolts. Galling leads to freezing of the bolt threads, and applying further tightening force may simply shear off the head of the bolt or strip the threads.
In metalworking processes, mainly in turning, milling, punching and bending, galling refers to the transfer of the work material onto the cutting tool, resulting in the formation of a lump. This lump alters the interaction between the tool and the workpiece, typically leading to greater adhesion and resistance to further cutting. The vibrations generated by this process in turning and milling operations can often produce a distinctive sound that machinists recognise.
How Does Galling Work?
Metal surfaces are visibly smooth to the naked eye but have imperfections such as impurities or voids on a smaller scale. The microscopic high points (asperities) of the contact area between two materials rub against each other, generating heat and friction. Local stress occurs in the contact area and lumps begin to form, continuing to grow while penetrating the protective oxide layer.
The high energy density in the contact area forms bonds and induces electron transfer between the microscopic fibers of the two metal surfaces. This fuses down the contact zone, undergoing cold welding from the metal’s natural plastic behavior. Galling involves visible transfer of material as it is adhesively pulled from one surface to the other, forming a raised lump known as a gall.
Galling typically doesn’t develop gradually as do other forms of wear (e.g. fatigue and abrasive wear). Instead, it tends to emerge swiftly and spread quickly as the elevated lumps induce more galling. Thus, it is important to regularly check machine parts that are susceptible to adhesive wear. Catching the problem late in the process generally brings high costs with it.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Factors That Trigger Galling
The chance of galling increases when the conditions below are met:
-
Exposed surfaces – Freshly cut metals easily bond when pressed together since there is no protective oxide layer on their surface.
-
Debris – Small particles stuck between the metal surfaces become abrasive as they undergo sliding contact, increasing the risk of galling. The areas of contact will start to deform, creating localised deformation, and will continuously deform as the sliding motion continues.
-
High stresses – Fast movement of the materials while under high pressure and direct contact contributes to higher levels of stress. These stresses increase the effect of the material’s plasticity, which makes it more susceptible to galling.
-
Similar metals – Microscopic electron transfer works best between two metals with close metallurgical properties. A steel fastener, for example, will bind more easily with steels having similar properties.
How to Prevent Galling?
There are numerous methods to avoid wear or add protection from galling:
-
Lubrication/coating – A coating or lubricant adds another protective layer over the metallic surfaces while also reducing friction and contact temperature. It may come in the form of anti-galling lubricants, anti-seize products, grease, additives, or other coatings. Using a coating or lubricant when handling stainless steel is almost always necessary.
-
Lower load, temperature and speed – Decreasing the energy in the surface contact area reduces the transfer of microscopic material in the plastic zone. It is best to stop an operation if the surface starts to bind to another workpiece
-
Material selection – Dissimilar alloys or even material grades work incredibly well against mechanical abrasion since they have different atomic structures. Brass, bronze, and cobalt, which are resistant to galling, are often selected for bushings and bearings. High hardness is another way to improve galling resistance by adding material hardening.
-
Use clean and undamaged parts – Contaminants on the metal surface promote cold welding, which leads to galling. It is best practice to keep the materials free from debris through proper storage, shipment, and handling, as parts can rub against each other while being transported.
-
Increasing contact area – A larger contact area effectively reduces the surface pressure. There is less stress on the parts in contact and less depth of wear.
-
Surface finish – Rough surfaces (>1.5µm) or very smooth surfaces (<0.25µm) have a high tendency to gall. A rough surface can be deburred to improve smoothness, but should be monitored to not less than <0.25µm.
Other factors to consider in minimising the risk of galling are leveraging advanced technologies in practice and in the material. Nanotechnology allows for alloys that offer better galling resistance, while advanced coatings containing copper or calcium oxide particles are a great solution in preventing galling.
