

Hemming is a common metalworking process mainly carried out to reinforce an edge, hide burrs or just improve the overall appearance of sheet metal parts. When hemming is carried out in a way that a joint between two sheet metal parts is created, it is called seaming but more on that later.
So, without further ado, let’s dive into the subject.
What Is Sheet Metal Hemming?
Hemming in sheet metal operations refers to the bending of a sheet metal edge onto itself. It is very similar to edge stitching in clothes. Similar to how an edge stitch strengthens the edge and makes it more durable, a hem imparts strength to the metal edge and improves its appearance. The edge of one part may also be folded onto another part to create a joint.
Hemming is usually done in two stages. The first stage creates an acute bend using acute tooling (V die) followed by a flattening of the return flange using a flattening die.
A complete list of hemming benefits on a sheet metal product is as follows:
-
Hems strengthen the sheet metal edge
-
They improve the surface appearance and surface quality
-
They hide defects such as rough edges and burrs
-
They can connect parts
-
They make the edges safer to handle
While often a standalone process, hemming is also a common operation within metal stamping, where it is integrated into a sequence of steps to finish complex parts in a single pass.
Hem Types
The different sheet metal hems based on the hem shape are as follows:
-
Flat or closed hem
-
Open hem
-
Teardrop hem
-
Rope hem
-
Rolled hem
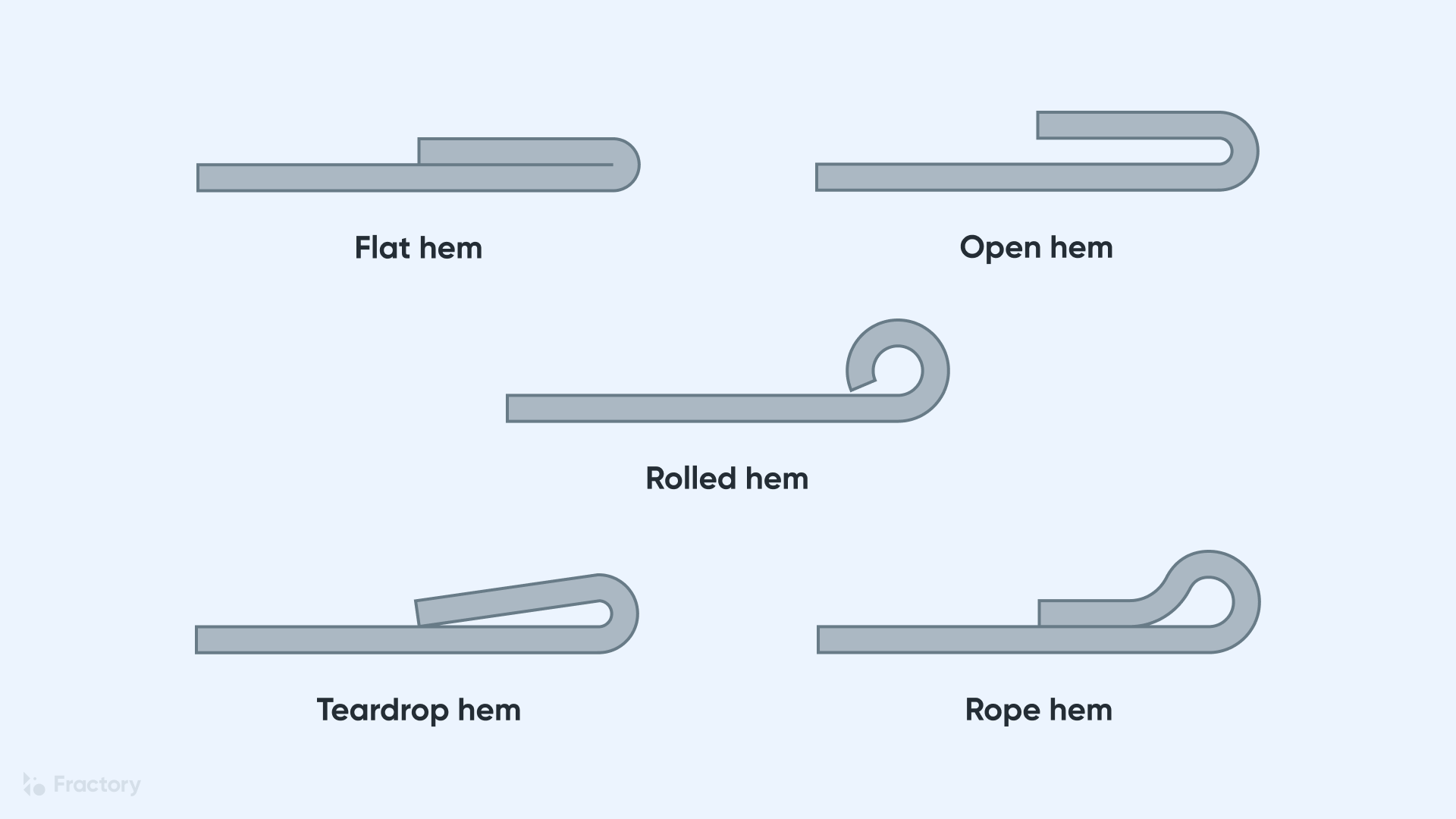
Flat or closed hem

In a flat or closed hem, the part of the edge that bends sits completely flush over the rest of the metal sheet. The angle between the returning flange and the sheet metal is 180 degrees. The inside radius is zero and thus, there is no gap between the returning flange and the metal sheet.
Closed hems require a lot more power and tonnage from the presses than open or teardrop hems and it is also not advised for metal sheets that are over 2-3mm in thickness since the sheets are likely to fracture.
Open hem

In an open hem, the returning flange is folded over the sheet metal but there remains an air pocket between the two. The bend angle in this hem type is also 180 degrees.
Teardrop hem
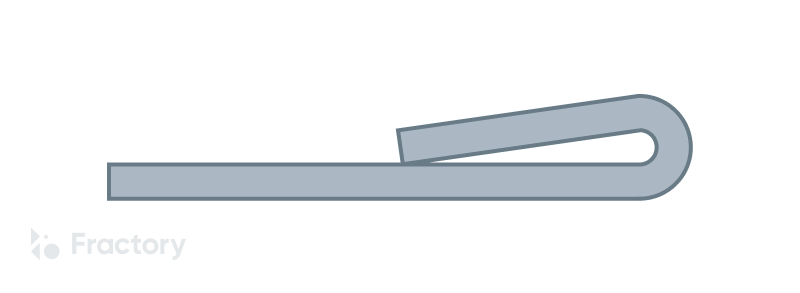
In a teardrop hem, the returning flange is bent beyond 180 degrees. The resulting shape resembles a teardrop.
It is perfect for materials that do not have the required ductility to provide closed hems. Teardrop hems are used for fragile materials such as aluminium.
Rope hem
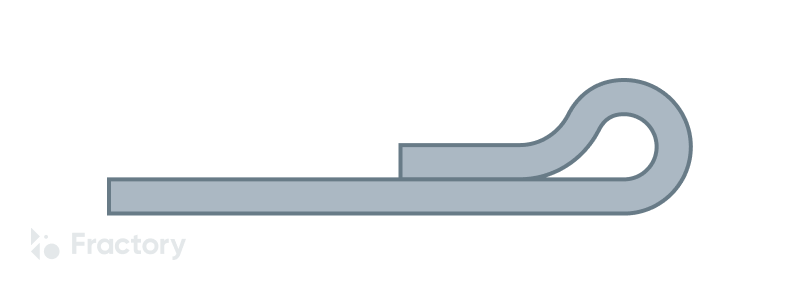
A rope hem has a returning flange at a bent of more than 180 degrees. Once the hem achieves the shape of an open hem, the returning flange is pressed onto the part surface through a flattening die.
The edge is bent in shape similar to an open hem and then the second piece to be connected is inserted into the gap between the metal sheet and the returning flange. Further pressing takes place making the second parts sit flush between the metal sheet and the returning flange and create a joint.
Rolled hem

In a rolled hem, the bent portion of the sheet metal is tucked back into itself. This creates smooth round edges all around for holding the part from the hemmed edges. This process is also commonly referred to as curling.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Hemming Process
The hemming process can be carried out in one of the following two ways:
-
Die hemming process
-
Roller hemming process
Die Hemming Process

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=bGqYK4VAXI0&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Die hemming is the conventional hemming operation that uses a die and press to carry out hemming. In this process, the bending occurs along the full length at predefined angles in multiple steps. These steps are known as pre-hemming and final hemming.
For instance, when forming a closed hem, the edge will be bent to 45 degrees in the first step by passing it through a press brake. The next bent occurs by means of the same press brake but a different part of the tool that completes the closed hem.
The die hemming process is not very flexible and is generally restricted to the production of flat, uncomplicated panels. The investment in the equipment is high but the cycle times can be brought down to be quite low.
Roller Hemming Process

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=3M7wLBHSY_o&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
The Roller hemming process was invented to increase the flexibility of the hemming operation. It generally uses robots to control rollers that bend the edges but there are simpler manual roller hemming machines available that can handle only simpler tasks with less accuracy. The rollers travel along the edges and bend the part edge to the desired angle in multiple steps.
The orientation of the sheet may be changed multiple times during the hemming process to reduce the travel of the roller and increase the cycle time. Apart from the robot itself, this method is considered economical both for low and high-volume tasks. Robot roller hemming allows for jumping back on forth between producing different parts through quick program changes.
Hemming and Seaming Difference
A seam is used to connect two metal parts by interlocking the edges of the folded sheet metal parts. The resulting shape may even form a seal that isolates one side of the sheets from the other.
As a result, seaming finds use in sealing canned goods in the food industry. Hemming and seaming come across as very similar processes but there are some key differences.
These differences are as follows:
-
A hem’s return flange sits flush on the metal sheet in some cases but in seaming, the return flange never sits flush. There is always some gap.
-
A hem’s primary purpose is to reinforce the edges and improve the appearance. In seaming, the primary purpose is to connect two parts.
-
A seam may be used to seal one end of the two sheet metals when joined, as seen in canned goods. A hem is never used for this purpose.
-
They are both used in different applications. Hemming finds use in automotive and aerospace industries, but is also suitable for a lot of general applications. Seaming typically finds use in the food industry, metal roofing, and the automotive industry to some extent.
Fractory offers a comprehensive range of manufacturing services, including high-precision sheet metal fabrication, metal stamping, and CNC milling and turning. We also provide specialised welding and assembly solutions to support your project from initial prototyping through to full series production.
