


Shielded metal arc welding is an electric arc welding process that joins metals together using a consumable electrode. It was first introduced in 1888 when Nikolay Gavrilovich Slavyanov used consumable electrodes as a tool to arc weld.
Shielded metal arc welding, commonly known as stick welding, remains to be one of the most commonly used welding techniques today. Stick welding is an immensely versatile welding process, as we can use it in almost any industry, environment, position and metal.
Let’s further dive into what differentiates stick welding from other welding processes.
- Shielded metal arc welding, also known as stick welding, is widely used across various industries due to its ability to weld a broad range of metals and operate in different welding positions and environments, including challenging conditions.
- The stick welding process involves a consumable flux-coated electrode that melts to form a weld pool, while the flux generates a protective gas to shield the weld from contamination.
- SMAW is portable, cost-effective, and doesn’t require rigorous surface cleaning, but it can produce slag and requires skill to avoid defects.
- Choosing the right electrode type—cellulosic, rutile, or basic—is crucial as it influences arc stability, weld quality, and ease of slag removal.
What Is Stick Welding
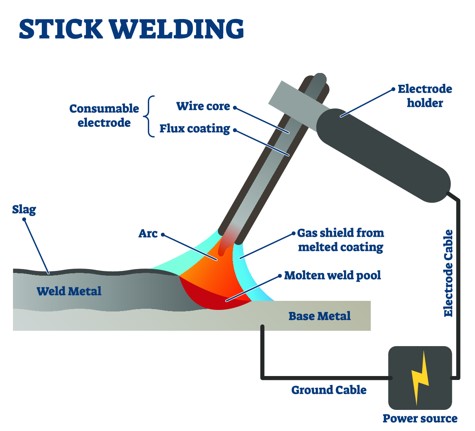
Shielded metal arc welding (SMAW), also known as manual metal arc welding (MMAW or MMA) is a welding process that uses a flux-coated electrode to join metals.
An arc forms when the electrode tip comes into contact with the workpiece. Fusion takes place as both the rod and workpiece melt, forming a weld pool from the molten metal.
Simultaneously, the flux coating of the electrode is consumed, forming a protective layer of shielding gas and slag in the weld area.
Slag deposits will eventually form in the weld bead as the metals cool down. The deposits in the weld metal can be chipped off using common shop tools.
This manual metal arc welding technique is limited to short weld stints, as the consumable electrode needs to be constantly replaced.
SMAW should not be confused with FCAW although they share some similarities. With both welding processes, the flux from the electrodes protects the molten weld metal from contamination. These processes do not necessarily need external shielding gases but there are differences in the electrode design and thus, flux-cored arc welding is sometimes referred to as stick welding turned inside out
Shielded Metal Arc Welding Process
Before welding, it is always recommended to check the condition of your equipment. It is crucial for both safety and welding quality to have a well-functioning power source, clamps, cables and electrode holder.
The next step is to select an electrode that will complement the base metal. Simultaneously, the power supply must be set in the proper setting: direct current electrode negative, direct current electrode positive, or alternating current. One wire in a stick welder is attached to the ground clamp and the other is linked to the electrode holder.
To start the arc welding process, the base metal is struck with the electrode. A welding arc forms as the electrode melts in the weld pool.
Consuming the flux coating releases a shielding gas that protects the weld pool from atmospheric contamination. A constant arc length should be maintained as the covered electrodes slowly join the molten pool. Generally, the arc length should be approximately equal to the diameter of the core wire.
A layer of slag forms as the weld metal cools. It can be removed post-cleanup using a chipping hammer and a steel brush.
Electrodes

Electrode type is one of the determining factors in ensuring weld quality. Its chemical composition can influence the arc stability, deposition rate, depth of penetration and other factors. The electrodes come at a fixed length of 14″ (35cm) or 18″ (45cm) and the welder has to manually change them.
Stick welding electrodes are classified into three main categories:
-
Cellulosic electrodes have a high cellulosic proportion in their coating which is suitable for deep arc penetration and high weld speeds from its rapid burn rate. They can be used for any welding position, but the high levels of hydrogen have to be taken into account as it increases the risk of cold cracking in the heat-affected zone (HAZ).
-
Rutile electrodes contain high amounts of titanium oxide (rutile) in the flux. This material helps promote lower spatter, a good bead profile and consistent arc operation. These electrodes can be used in almost any welding position and are usable in both AC and DC power sources. They also create a fluid and viscous slag that is easy to remove.
-
Basic electrodes have high quantities of calcium chloride and calcium carbonate in their coating. They are used for welds that require good mechanical properties and resistance to cracking. Basic electrodes are suitable for high weld speeds since the slag freezes fast. This also comes in handy when welding in the vertical and overhead positions but in turn, the slag is harder to remove, and thus these electrodes are prone to create poor bead profiles.
On another note, metal powder electrodes have a flux coating with iron powder to promote a higher welding current. Compared to electrodes with no iron powder, metal powder electrodes have higher deposition rates and efficiency.
Power Source
Stick welding can be used in both alternating current (AC) and direct current (DC) power sources. The power source, whether DC negative, DC positive, or AC, should be set depending on the type of electrode.
The welding machine requires a constant current, which is determined by the electrode size. The voltage will depend on the arc length and rod composition and can be regulated by moving the electrode closer or farther from the workpiece.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Materials
Stick welding is usually the best choice when welding thicker metals, while other methods such as TIG and MIG welding are preferred for thin materials.
These are the materials that you can stick weld:
-
Steel
-
Stainless steel
-
Chrome
-
Nickel-based alloys
-
Iron
-
Aluminium
Reactive materials such as zirconium, tantalum, columbium, and titanium aren’t recommended for this welding technique. The primary reason for this is that the shielding properties are insufficient for protection against contamination.
Welding Machine
A ground clamp is needed to prevent electrical shock. It needs to be connected to the workpiece or fixture. The ground clamp must be capable of carrying the electric current without overheating to avoid hazards.
Welding cables used in SMAW are flexible and insulated. They must have a sufficient cross-sectional area and length to carry out the welding current with minimal voltage drop. There are two welding cables in a stick welding machine, one for the electrode holder, and the other for the ground clamp.
An electrode holder delivers the welding current to the electrode. It acts as a guide to precisely feed the electrode to the weld joint. Electrode holders vary in size and possess different current capacities.
Shielded Metal Arc Welding Variables
Arc length is one of the most crucial factors in stick welding. Different electrode materials and welding applications will determine the optimal arc length for the project. As a rule of thumb, the arc length should never surpass the diameter of the core wire.
Amperage is influenced by the electrode selection, welding angle and finish. There are amperage recommendations available in stick welder manuals and guides.
Travel speed is influenced by the electrode angle and type. For example, a fast-filling electrode may allow you to have a higher travel speed. Changing the travel speed incorrectly may leave a frail and shallow weld, since the deposits formed may be more or less than required.
Welding Techniques – Compared to other welding methods, the SMAW welder has more influence than the machine in determining the weld quality. Here are some of the patterns and techniques that are suited for different projects:
-
Whipping the electrode works best on low-flux electrodes such as E6010, E6011 and E6013 that can be trapped in the weld. Whipping helps to burn and remove contaminates from the forward and back motion.
-
The circle technique is mostly used by beginners since it can create a consistent travel speed and works with most electrodes. Simply move forward slightly with each circular motion.
-
Weaving is generally used when wider welds are required. It is performed by moving the electrode side to side after striking the arc.
Welding Positions – Stick welding is one of the most versatile welding techniques and it can be performed at varying angles, including flat, horizontal, vertical and overhead welding positions.
Safety Requirements
On any welding project, safety procedures must be followed. Wearing a proper welding helmet and gloves, having good ventilation and a ground clamp present are generally all common sense but in addition, don’t forget to have the proper knowledge.
Remember that it’s easier to replace or repair a piece of equipment than to risk hazards such as a flash burn or bodily injury.
Advantages of Stick Welding
-
Stick welding can be performed in almost any environment.
-
Equipment is rather cheap and affordable.
-
Easy to use in tight spaces.
-
Many available electrodes to choose from.
- Metal surfaces don’t have to be cleaned as rigorously as for example in TIG welding
-
Can be used for a variety of metals and alloys, along with unique positions.
-
Portable and lightweight equipment, no need to carry a gas tank around.
-
Gases produced are sufficient for protecting the weld metal.
Disadvantages of Stick Welding
-
Leaves spatter and slag deposits.
-
Produces toxic fumes.
-
Metal electrode needs to be replaced constantly and electrode stubs go to waste.
-
Difficult to weld thin materials.
-
Time-consuming as it is a manual process.
-
Requires skill and training to achieve clean welds.
-
Not suitable for reactive metals.
Applications of Stick Welding

Maintenance and Repair
Stick welding is versatile and highly mobile, which makes it perfect for quick repairs, even in harsh conditions. A stick welder can be used in windy conditions, rain and underwater, without compromising its weld quality. Stick welding’s unique trait is that it can weld unclean or rusty metals.
Fabrication
Since shielded arc welding is fairly easy to learn and welding equipment is cheap, it is still one of the most popular methods in fabrication and construction. While some industries are shifting to more automated welding methods, many still prefer to use stick welding.
Important Points To Remember
Shielded metal arc welding is a versatile process that can weld a variety of metals. It is a relatively straightforward process to learn and it can produce high-quality welds.
Although this technique is one of the oldest forms of welding, innovations continue to improve its efficiency.
As of today, stick welding remains to be one of the most reliable welding methods out there, especially if it is performed by experienced individuals.
