

The heat affected zone (or simply HAZ) is something that occurs when metal is subject to high temperatures. It has a negative impact on the design and structure of the metal. This article discusses those effects and how to reduce them.
Some manufacturing procedures that produce the HAZ are mechanical cutting, thermal cutting and welding.
With mechanical cutting, the shear strength of the metal has to be surpassed. The majority of the energy converts into heat that influences both the life span of the tools and the metal being cut.
Thermal cutting methods, like laser cutting and plasma cutting, actually use heat for cutting. Again, the same structural and aesthetic changes take place.
Welding, similarly to thermal cutting, uses very high temperatures to either add molten metal or melt the parts themselves.
As the formation of the heat affected zone has a considerable effect on the quality of the final product, it is good to understand the different aspects of it.
What is the Heat Affected Zone?
During metal cutting or metal welding, the metal absorbs the generated heat. This heat transmits away from the cutting edge through the metal body, as metal is a good heat conductor.
A zone is formed between the melted metal and the unaffected base metal called the heat affected zone (HAZ). In this zone, the metal is not melted but the heat has led to changes in the metal’s micro-structure. These changes in structure can reduce the metal’s strength.
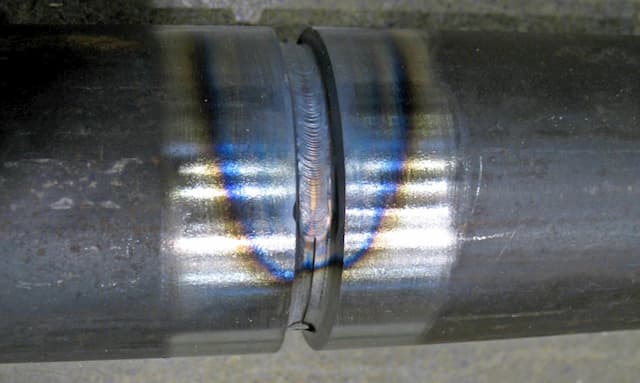
The HAZ is identifiable by a series of brightly coloured bands between the cutting/welding interface and the unaffected base metal. The colours range from light yellow to purple as shown in the table below.
It is very important to understand that the HAZ accounts for reduced strength to design safe applications. The weakest sections of a structure exist in the HAZ.
A structure is as strong as its weakest point. Therefore, recognising the HAZ may be the difference between the success and failure of a particular part.
What Does the Colour Tell?
As a result of using different temperatures during manufacturing processes, a variety of tints are present in the HAZ. These tints range from light yellow to dark blue in increasing order of the temperature.
The band colours in order of temperature progression are:
| Colour | Cutting temperature |
| Light yellow | 290º C |
| Straw yellow | 340º C |
| Yellow | 370º C |
| Brown | 390º C |
| Purple brown | 420º C |
| Dark purple | 450º C |
| Blue | 540º C |
| Dark blue | 600º C |
Factors that further affect the formation of these heat tints are:
- Surface condition – Rougher surfaces oxidise faster producing more pronounced colouration.
- Surface contamination – Impurities like rust, paint and oil also affect the tint. The contamination may change the heat tint but the extension of the HAZ is unaffected.
- Oxygen availability – As limiting access to oxygen reduces oxidation, using an electrode coating or a protective gas for welding can affect the heat tint.
- Chromium content – Chromium increases oxidation resistance. Therefore, higher chromium content reduces the intensity of the heat tint.
Heat Affected Zone Formation
The cause of the forming of the HAZ is clearly heat. The width of the zone still depends on several factors, like thermal diffusivity and choice of cutting methods.
Thermal Diffusivity
Thermal diffusivity of metal plays the primary role in determining how HAZ will affect the metal. It is the ratio of the thermal conductivity of the metal divided by its density and specific heat capacity at constant pressure.
In simple words, the thermal diffusivity of a metal is the measure of how fast heat will be transmitted through its body. If the thermal diffusivity is high, the metal will be able to transmit heat sooner.
This leads to faster cooling and the HAZ will be narrower. On the other hand, low thermal diffusivity will keep heat in the metal for a longer duration and create a wider HAZ.
The thermal diffusivity of stainless steel AISI 304 is 4.2 mm2/s, whereas for structural steel it is 11.72 mm2/s. This means that structural steel, when subjected to heat, will create a smaller HAZ as it will cool down quicker.
The creation of HAZ depends upon various other factors too. The zone width depends on the amount of heat generated, the duration of the exposure to heat and material thickness.
Thin sheet metal heats up more quickly and therefore creates a larger heat affected zone.
The Choice of Cutting Method

Every thermal cutting method is a little different. Thus, the resulting heat affected zone also varies.
Flame cutting and arc welding produce the maximum amount of heat and have the widest HAZ of all.
Fast and steady welds keep the exposure to heat to a minimum. Thus, having an experienced welder can reduce the HAZ size and consequently lead to a stronger joint.
The size of the HAZ in plasma cutting is relatively thinner as cutting speeds can be manipulated to give a thin HAZ.
Laser cutting will create an even smaller HAZ because it has a narrow cutting kerf and the heat is applied to a small area.
Processes such as water jet cutting and shearing do not create a HAZ as they do not involve overheating the material. This is something to consider when designing parts that need extra reliability.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Effects of the HAZ
The heat-affected zone leads to structural changes in the metal that weaken the part in this area. A metal’s mechanical properties such as fatigue resistance, distortion, and surface cracking are affected.
This makes it extremely crucial to learn about the effects of the HAZ. This applies even if you are not cutting or welding metal on your own.
Let us take a look at the different effects of the HAZ on the metal.
Metallurgical & Chemical Changes
In metal cutting, the metal absorbs heat at a very high rate. The cooling provided by the coolant is also immediate. This can significantly change a metal’s microstructure and properties in the affected area.
Metals’ molecular structures expand when heated. If the heat applied changes over the cross-section of the metal, it leads to uneven expansion and subsequent contraction of the metal body. Deformities such as distortion can occur during the cooling process. For example, the production of hot rolled steels has similar results.
Chemical changes are also seen as different phases are created next to each other depending on the specific temperatures achieved by the different sections of the metal.
Surface Nitriding
Surface nitriding includes adding nitrogen to a metal surface to improve its hardness. In high-temperature metal cutting and welding operations, this effect is seen inadvertently. As a result, in the heated area, the hardness increases and weldability decreases.
Oxidation
When metals are subjected to high temperatures, they can undergo oxidation among other phenomena. This is responsible for the brightly coloured bands that are characteristic of the HAZ.
Phase Change
Iron carbide diagram has helped us understand the phases of steel. Different phases are created depending on the steel’s temperature.
When exposed to high temperatures, for example, austenitic stainless steel will change to martensitic steel. Martensitic steel is harder and more brittle than the former. In some cases, heat will weaken the metal.
Hydrogen Embrittlement
Hydrogen embrittlement is the diffusion of hydrogen into the metal lattice that reduces the ductility and toughness of the metal.
High temperatures can lead to hydrogen embrittlement. Phase transformation may occur in some metals due to this atomic hydrogen. This can cause hydrogen cracking even after 24 hours of the cutting process.
Corrosion
Stainless steel may even corrode in the heat-affected zone. Extreme heat leads to the precipitation of chromium carbides near the grain boundaries. This reduces the chromium content of stainless steel below 10.5 percent.
The result is the loss of self-passivation (the ability to recreate a protective layer of chromium oxide to prevent corrosion) causing intergranular corrosion. It also loses its property of being stainless and in extreme cases, the metal will turn black.
How to Reduce It?
The heat-affected zone is an undesirable byproduct. However, it is impossible to completely eliminate the HAZ. Only reduction is viable after its formation.
Reducing the Formation of the HAZ
Whether you are welding or cutting metal, the key is speed. As already described earlier, shorter exposure to heat leaves a lesser HAZ.
The possibility to optimise speed comes down to the equipment and machine operators. Knowing your way around setting up the machines to best performance leads to great results.
Post-Formation Treatment
After the formation of the HAZ, it is possible to treat the metal to regain some of its lost strength.
In the case of welding, this may be carried out using pre- or post-weld treatment. Altering the phase of the metal evenly ensures a lesser effect regarding the surrounding metal.
Annealing is something that helps in the case of steel. The method includes heating the metal and holding it at a specific temperature to fortify the elemental bonds. For stainless steel, passivating the parts after welding is quite common.

Mechanical finishing can help with the aesthetic side.
One way to do it is by using sandpaper to remove the heat tint created by oxidation. This will expose the layer underneath and lead to chromium self-passivation in the case of stainless steel. However, the weakening of the part is also a possibility.
The most effective way to get rid of the entire heat-affected zone is to machine it away. However, this does lead to a loss of material.
Conclusion
The heat-affected zone is an inevitable part of high-temperature metal cutting and welding procedures. The cause lies with overheating of the metal during these processes and it can affect the material properties.
The formation can be controlled to a certain extent. Thus, the best way to fight it is by turning to a reliable metal fabrication provider with the necessary knowledge to keep the changes to a minimum.
