

Brazing is a process that joins two or more metal surfaces by letting molten metal flow into the joint. The filler metal has a lower melting temperature than the parts to be joined to keep the workpieces from melting.
Although brazing is one of the oldest joining methods, it is still used today for a good reason.
- Brazing joins metals without melting the base materials, using a filler metal with a lower melting point that bonds the surfaces through capillary action.
- The brazing process can join dissimilar metals and retain the mechanical properties of the base materials, making it versatile for various applications.
- Brazing methods are divided into two groups based on the heating method: localised (torch, induction and resistance brazing) and diffuse heating (furnace and dip brazing).
- Brazing produces cleaner joints and is more energy-efficient than welding, though the joints are typically weaker and less suitable for high-temperature environments.
What Is Brazing?
Brazing joins metal surfaces together with a filler metal which has a low melting point. The process uses capillary action wherein the homogenous liquid flow of the filler material bonds with the base metals.
A unique quality in the brazing process is that it keeps the mechanical properties of the metals which are useful in applications such as silver brazing or other similar metals.
Brazing Process
One of the most crucial steps in the metal joining process is the cleaning of the base metal surfaces. Emery cloth or wire brush are both great tools to remove contaminants.
Having calculated joint gaps for the liquid filler metal to achieve surface tension with the workpiece, the brazing operation begins with properly positioning the assembly. A torch is normally used to slowly heat the workpiece’s metal surface and filler metal into its brazing temperature.
As the filler metal liquefies, capillary action lets it pass through the tight spaces, thus forming a bond between the surface of the base metals.
The brazed joints are formed as it cools down with the assembly.
Materials
These are the metals that are often joined by brazing:
-
Aluminium
-
Cast iron
-
Magnesium
-
Copper and copper alloys
-
Silver
Filler metal requirements
-
Once the molten flux and filler metal solidify, the brazed joint should possess the expected mechanical properties.
-
Brazing temperatures must efficiently achieve a proper liquid flow from the molten braze alloy into the joints.
-
Filler metals must achieve proper wetting conditions in order to create strong bonds.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Difference Between Brazing, Soldering & Welding
Brazing uses capillary action to join different metal surfaces. It makes use of a process called wetting, wherein the base metals are bonded with a melted filler material. The brazing filler metal has a melting point above 450 °C.
Soldering uses filler metals that have a melting point below 450 °C. Although soldering uses the same concept as brazing, the main difference lies in their working temperatures and thus in the strength of the created joint.
Welding also melts the workpieces in addition to the filler metal. This allows the creation of stronger bonds than with brazing. Processes such as TIG, MIG, and stick welding operate at much higher temperatures.
Braze welding is a type of MIG/MAG welding. The difference lies in the melting point of the filler wires which is significantly lower than the parent metal. The filler metal is deposited in order to fill in the gaps via capillary action. There is no significant fusion of the parent metals but it may occur in a limited amount.
Different Methods of Brazing
Brazing uses different heating methods to suit a variety of purposes and applications. Heat can either be applied directly to a joint (localised) or to the whole workpiece (diffuse heating).
Localised Heating Techniques
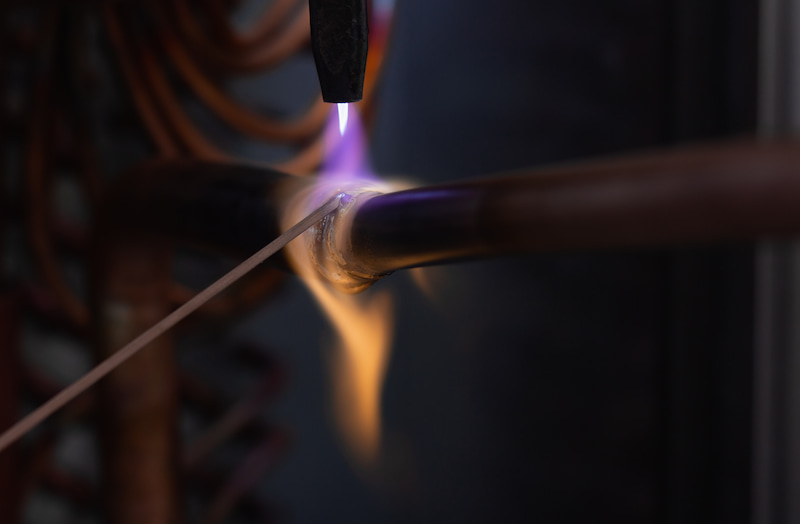
Torch brazing – Combusted fuel gas is formed by burning acetylene, propane, or hydrogen with oxygen to heat and melt the filler metal. Flux is required while using this technique in order to protect the joint, which requires post-cleanup later on. Torch brazing is mainly used for small production assemblies where metal weight is unequal. The process is often performed with gas welding equipment.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=33g2iGqycvA&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Induction brazing – High-frequency alternating current is supplied into a coil to achieve brazing temperature, which heats the workpiece and melts the filler material.
Resistance brazing – Heat is generated from the electrical resistance of the brazing alloy, which is perfect for highly conductive metals. This heating technique is best suited for creating simple joints between metals.
Diffuse Heating Techniques
Furnace brazing – Gas firing or heating elements are used to bring the furnace to the desired temperature. The brazing filler metal is applied to the surfaces to be joined and then the entire assembly is placed into the furnace and brought to brazing temperature. Furnace brazing allows accuracy in controlling the heating and cooling cycles of the metals. The process is often performed in a vacuum to protect the braze alloy from atmospheric conditions. This also negates the need for flux protection.
Dip brazing – The workpiece or assembly is immersed in a bath of molten filler metal (molten metal bath brazing) or molten salt (chemical bath dip brazing). Brazing flux is applied to the parts to prevent oxidation. The assembly can be removed once the molten brazing filler metal has solidified.
Advantages
-
Can join dissimilar metals, unlike most welding methods.
-
High production rates.
-
Consumes less power than welding.
-
Produces cleaner joints compared to most welding processes.
-
Base metals don’t melt, keeping their shape and mechanical properties.
Disadvantages
-
Weaker results compared to welded joints.
-
Cannot join components operated at high temperatures.
-
Requires tight, uniform joint gaps to achieve capillary action.
-
Unclean or contaminated metals may cause leaky joints.
Brazing is used in a wide range of industries due to its flexibility and ability to join dissimilar metals. Fractory’s carefully selected manufacturing partners have experience and expertise in this field as brazing is part of the welding services we offer.
