


Gas welding is one of the oldest forms of heat-based welding, which uses oxygen and fuel gas to join metals. At one point in time, gas welding was virtually the only process that could produce quality welds in most commercially used metals. Since then, newer welding forms have taken over as they are more efficient, offer higher quality, and are better in several key areas.
Despite all that, the gas welding process still has its place among hobbyists and smaller metal workshops due to its simplicity and wide scope of applications. However, its usage is now mostly limited to thinner stock and repair operations.
- Oxy-acetylene welding is a versatile and simple technique ideal for joining various ferrous and non-ferrous metals, especially in small-scale and hobbyist projects or repairs.
- Gas welding offers control over different flame types—neutral, carburising, and oxidising—allowing adjustments to suit specific welding needs and material properties.
- Gas welding setup is inexpensive and portable, making it accessible for a wide range of applications.
- Oxy-fuel welding is less efficient compared to modern welding methods, offering lower heat and slower processing speeds, which limits its use in industrial applications.
What Is Gas Welding?
Gas welding or oxy-fuel welding is a process that uses heat generated from burning a combination of different gases to melt and fuse metals. Although it is possible to join the metal workpieces without any additional filler material, the use of filler rods is encouraged to guarantee strong and lasting welds.
Unlike most processes that use electricity to create heat (arc welding techniques like MIG, TIG, and SMAW), the flame from gas welding is created by just burning a mixture of gases. Oxygen and acetylene are regarded as the primary gas combination since it is the most effective in generating heat to weld steel, thus making the process known as oxy-fuel or oxy-acetylene welding.
Other fuel gases used in the process are propane, hydrogen and coal gas. These combinations can be used for welding non-ferrous metals and specific applications such as brazing and silver soldering.
The same oxy-welding equipment can be used for oxy-acetylene cutting by adjusting the flame profile and adding a rather inexpensive cutting attachment. The cutting torch features an oxygen-blast trigger helping to burn and blast the molten metal out of the cut.
Oxy-Fuel Welding Process
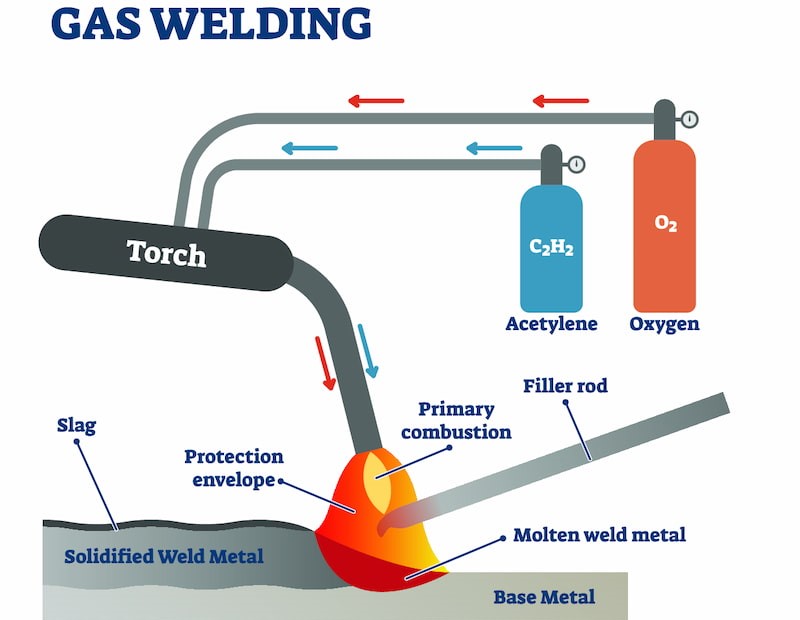
Oxyacetylene welding uses the concept of generating heat from the combustion of oxygen and fuel gas. Gas supply stored in high-pressure cylinders flows through the flexible hoses (an oxygen hose and a fuel gas hose) by adjusting the gas regulators. The gases are combined in the mixing chamber of the hand-held oxy-fuel torch and exit through the orifice in the tip. Welding tip orifice size is an important factor and thus, it should be chosen in accordance with the application.
As heat is applied to the base metal, it reaches a melting point (around 3200°C), wherein fusion welding occurs. Other welding techniques that use electricity can reach higher temperatures (above 5000°C), making oxyacetylene welding most suitable for thin metals. Using filler rods is optional and depends on the scope of the project.
Since gas welding operates with combustible materials, it is vital to practice proper safety measures.
Types of Flames
The type of welding flame plays an important role in determining the resulting weld joint and its properties. The flame profile is manipulated by adjusting the fuel gas and oxygen flow rate.
Higher amounts of oxygen lead to a hotter flame, which might cause the metal to warp. A colder flame occurs when the amount of fuel gas is higher than oxygen, which might cause poor weld quality.
Neutral Flame
Equal amounts of welding gases by volume result in a neutral flame. The complete combustion of the fuel gas and compressed oxygen means that the properties of the weld metals aren’t affected while producing minimal smoke at the same time.
This welding flame has two zones, a white inner zone of about 3100°C and a blue outer zone with a temperature of about 1275°C. Neutral flame is preferred when welding metals such as cast iron, mild steel and stainless steel.
Carburising Flame
Carburising aka reducing flame is achieved by supplying higher amounts of fuel gas compared to pure oxygen. The flame produced is smoky and has a quiet flame that chemically forms metal carbide.
Three zones are produced in this flame: a white inner zone (2900°C), a red intermediate zone (2500°C), and a blue outer zone (1275°C). Carburising flame is preferred for welding nickel, steel alloys and non-ferrous metals.
Oxidising Flame
Oxidising flames are produced when the supplied gas from the oxygen cylinder is higher than the fuel gas – the excess oxygen results in higher flame temperatures exiting the welding torch than neutral flame.
This type of flame produces two zones, a white inner zone at around 3500°C and a blue outer zone at 1275°C. Oxidising flame is used for welding metals such as brass, copper, bronze and zinc.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Welding Techniques
Leftward
The torch travels from the right to the joint’s left side with a tip forming a 60-70 degree work angle to the workpiece. The filler material is angled at 30 to 40 degrees to the plate. Three movements create uniform fusion through its flame: circular, rotational, or side-to-side.
Leftward welding is mainly used to weld unbevelled plates up to 5mm, cast iron, and non-ferrous metals.
Rightward
Opposite to leftward welding, the rightward technique starts at the left side of the joint and travels towards the right end. An angle of 40-50 degrees is established between the torch tip and the workpiece, while the filler rod makes a 30-40 degree angle to the work material.
Rightward welding is generally faster than leftward welding, with less distortion, and filler metal consumed. It creates denser and stronger welds, which are perfect for protection against contamination.
All-Positional Rightward
This technique is a modification to rightward welding used mainly for steel plate welding, also some pipework and butt welds (5-8mm thick) wherein complete view and movement are required.
Vertical
The joint is created with an oscillating rod and torch travelling from the bottom toward the top. The rod makes a 30-degree angle, while the torch makes a 25 to 90-degree angle with the workpiece, depending on its thickness.
A single operator may use this technique for steel plates up to 5 mm thick, while two operators working in harmony are required for thicker metals.
Materials
-
Aluminium
-
Brass
-
Bronze
-
Carbon steels
-
Cast iron
-
Copper
-
Magnesium
-
Mild steel
-
Nickel
-
Steel alloys
-
Zinc
Advantages of Gas Welding
-
The process is suitable for a variety of ferrous and non-ferrous metals.
-
Gas welding doesn’t require electricity.
-
It is a simple and straightforward welding technique.
-
Gas welding equipment is cheap and portable compared to other welding processes.
Disadvantages of Gas Welding
-
Gas welding offers less penetration and heat than arc welding techniques, such as TIG and MIG welding.
-
The process requires post-weld finishing to improve its aesthetic look.
-
Oxyacetylene welding is prone to weld defects since it doesn’t have weld pool shielding.
-
Gas welding has a slower rate of heating and cooling compared to modern methods.
-
It isn’t suitable for welding high-strength steel since it can alter its mechanical properties.
Wrapping It Up
Oxy-fuel welding is one of the pioneers of the industrial revolution, offering versatility in its wide range of applications. Today, it is not much used in industries as it has been before, as newer and more innovative welding techniques have replaced it. Still, gas welding remains a reliable choice for some applications and is preferred by some hobbyists and professionals.
