

Injection moulding is a process used to manufacture plastic parts for various applications. Today, most industries utilise injection-moulded components in some capacity, whether in wheelie bins, controller parts or even the International Space Station (ISS).
Injection moulding is becoming increasingly mainstream. The demand for injection moulding, which is growing at a compound annual growth rate (CAGR) of 5%, is nearly double that of the general manufacturing industry, which is experiencing a 3% growth rate. As we progress through the era of the Fourth Industrial Revolution, more manufacturers are incorporating injection moulding into their operations.
In this article, we explore this technology, along with its capabilities and limitations, to understand how companies can leverage it to create customised parts.
- Injection moulding is a versatile process ideal for manufacturing parts in various shapes, sizes and materials, including plastics, rubber and certain metals.
- Injection moulding excels in large-scale production, providing one of the lowest per-part costs and generating minimal waste.
- The injection moudling process can work with over 90,000 types of plastics, including polycarbonate, ABS and polypropylene. Thus, a variety of properties can be achieved in the finished products.
- The process requires considerable upfront investment in tools, injection units and auxiliary systems, making it suitable for high-volume production.
What Is Injection Moulding?
Injection moulding is a manufacturing process that uses high pressures to force soft materials, such as plastics, into moulds to take on their shape. This process can accommodate thousands of different types of polymers and plastic materials, each with varying properties. Consequently, it allows for the production of a wide range of parts with unique characteristics. While injection moulding is primarily used for creating plastic products, it can also produce parts from certain powdered metals.
The process is essentially the same as it is for die casting, the primary difference lies in the materials used – molten metal vs molten plastic. In plastics processing, the moulds can be made from a variety of materials due to the lower temperatures and pressures involved, compared to metals, where the moulds are typically made from high-strength steel..
In our daily lives, we are surrounded by items made using injection moulding. Examples include toothbrushes, spectacles, plastic cups, televisions, smartphones, chairs, toys, consumer electronics casings, disposable cutlery, and automotive components. Many products may consist of various materials or incorporate different colours. For instance, a toothbrush combines a soft material with a hard one and may feature stripes and patches of different colours along the handle. Additionally, some products may also include metal inserts.
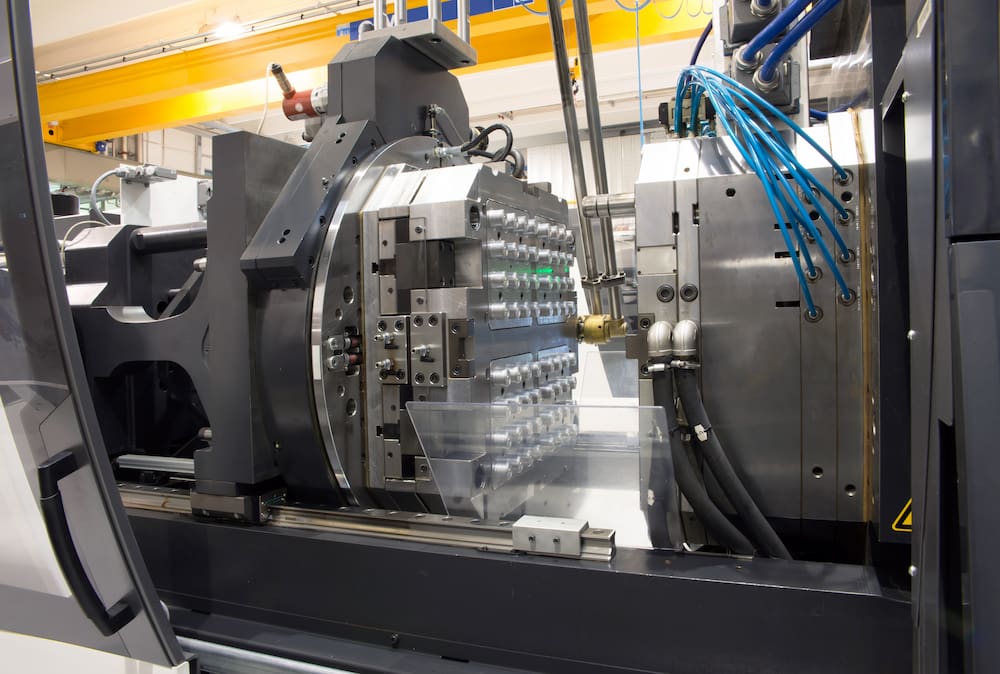
Components of the Injection Moulding Process
The process setup includes an injection unit where the material is heated and pressurised, a mould where it is formed and auxiliary systems that perform specific functions.
Injection Unit
The injection unit comprises a heated barrel and a reciprocating screw. Soft material is introduced into the barrel through a vertical hopper. The reciprocating screw within the barrel not only mixes the material but also provides the ramming action necessary to push the material into the mould. The barrel is equipped with heating elements that melt the raw material and enhance its fluidity. Additionally, the movement of the screw generates heat through a shearing action. Once the material reaches the desired viscosity, it is forced into the mould.
Mould
The mould can be constructed from robust materials such as steel or moderately strong materials like aluminium. Each material has specific use cases. For example, when high volumes (>25,000) are required, steel moulds are preferable due to their durability under high pressure. Although steel moulds are more expensive, the large quantity of parts produced reduces the overall cost per part and makes them more cost-effective. Stainless steel also accommodates finer tolerance limits than other metals due to its superior strength.
Aluminium moulds, on the other hand, are more suitable for smaller production runs (<25,000). These moulds are more cost-effective, reducing the per-part cost for small runs. However, they have some disadvantages, such as a shorter lifespan and a subpar surface finish due to their inferior mechanical properties.
Clamp Plates
Clamp plates are attached to the mould halves to secure them during the injection process. The necessary force is usually supplied through hydraulic pressure.
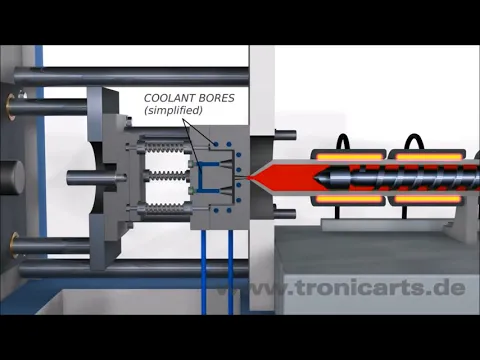
Cooling System
A water- or oil-based cooling system is integrated to facilitate the rapid cooling of molten plastic within the mould. Cooling lines help reduce cycle time while maintaining appropriate mould temperatures.
Factors to Consider Before Choosing Injection Moulding
No manufacturing process excels in all applications, and injection moulding is no exception. Specific conditions must be met to fully leverage the advantages of this process. Let’s take a look at these conditions and the qualities that make injection moulding an attractive option.
High Volumes
The process of injection moulding involves significant initial costs, including the expenses associated with the injection moulding machine, moulds and related systems. However, once these costs are recouped, the per-part moulding costs are among the lowest in the industry. To benefit from these low per-part moulding costs, the production volume must be sufficiently high. Consequently, injection moulding is an attractive option primarily for high-volume manufacturing. The specific threshold is decided case-by-case but typically ranges from thousands to millions of parts.
Design Complexity
While injection moulding can produce intricate shapes using complex moulds, there are limitations. The feasibility of the process can be enhanced by reducing the number of parts and simplifying existing designs. This approach will facilitate execution and help maintain a low defect rate. Simpler designs have a distinct advantage in injection moulding.
Higher Initial Lead Times
The initial lead time for injection moulding can be as long as 12 weeks. A significant portion of this time is dedicated to designing and optimising the tooling for the parts. If parts are needed sooner, using 3D printing and CNC machining services are viable alternative options.
Not Suitable for Most Metal Components
A sub-process known as metal injection moulding (MIM) can produce components from certain metals. However, the range of suitable metals is limited. Alternatives, such as casting, machining and forging, can be utilised for parts made from different metals.
Injection Moulding Process
In theory, injection moulding is a straightforward process: melt plastic, inject it into a mould, allow it to cool, and out pops a plastic product. In practice, however, injection moulding is a complex process that has been refined over the past 150 years, since 1872 when Wesley Hyatt patented the first machine.
There are a number of different injection moulding processes available, but the majority of them share the same core principles. The process begins with the production of the mould tool. A high-quality mould delivers high-quality parts. In many cases, part geometry may need to be optimised to ensure compatibility with the injection moulding process. Small adjustments in design can significantly improve the efficiency and cost-effectiveness of the process. Some of these design modifications will be discussed later on in this article. Test runs are typically conducted to ensure that the final part meets the required specifications. Following testing and any necessary modifications based on the results, injection moulding can commence on the prototype mould tool.
The process uses molten plastic as the feed material. The plastic feed enters the machine in the form of pellets, each measuring up to a few millimetres in diameter. These pellets are poured into the barrel through a hopper. The barrel is equipped with heating elements and a reciprocating screw for the heating and homogenisation of the feed material. A hydraulic or electric motor may power the screw.
The feedstock is pumped into the mould at high injection pressure once it has reached the desired viscosity and temperature. The elevated pressures allow the plastic to fill the cavity effectively. Prior to injection, the cavity is filled with air. As the plastic enters the mould, the air is expelled through multiple tiny vents located along the periphery of the die cavity. These vents are thinner than a human hair. Consequently, while air can escape, the plastic cannot enter these vents due to its higher viscosity.
The cooling system in the mould cools and solidifies the plastic into the shape of the mould cavity. An external temperature controller regulates the temperature of the cooling medium. The two halves of the mould are then separated to eject the plastic product.
Upon cooling, the clamping force is released and the two die halves are separated. As the plastic shrinks, it adheres to the core half of the die. Ejector pins are integrated into the system to detach the plastic product from the mould once the two halves have separated. The ejector pins leave small circular impressions on the product, known as ejector pin witness marks. These marks can be observed on all injection-moulded parts on closer inspection (also visible on the image above).
The components require additional finishing to eliminate the excess plastic that solidifies in the gates, runners and sprue. The sprue serves as the channel between the barrel and the cavity, and it also solidifies along with the plastic product. Sprues are typically removed from the part by manual twisting or cutting.
Materials Best Suited for the Injection Moulding Process
There are over 90,000 different types of plastics that are compatible with injection moulding. All of these materials can be classified into 45 distinct polymer families. To broaden the classification, they can be divided into two categories: thermosetting and thermoplastic polymers. Thermosetting polymers can be used only once and cannot be remelted or reshaped. In contrast, thermoplastic polymers can be recycled into new products through reheating and reshaping.
The selection of materials is influenced by various factors, including the desired level of transparency, strength, heat resistance, stiffness, corrosion resistance, fire resistance, surface finishing, and cost.
Most commonly used plastics in injection moulding processes include polycarbonate (PC), acrylonitrile butadiene styrene (ABS), polypropylene (PP), polyoxymethylene (POM), polystyrene (PS), polybutylene terephthalate (PBT), polymethyl methacrylate (PMMA) and polyethylene (PE). Let’s focus on 3 of the most popular injection moulding materials and their applications:
Polycarbonate (PC)
Polycarbonate is a widely used thermoplastic polymer that is well-suited for injection moulding. It exhibits outstanding heat, impact and chemical resistance. It also has excellent optical properties and serves as an effective electrical insulator.
Due to its versatility, PC finds use across various industries, including manufacturing, construction, and technology. In everyday life, we encounter its applications in phone casings, eyeglass lenses, stationery products, food and beverage containers, and kitchenware.
Acrylonitrile Butadiene Styrene (ABS)
ABS is a widely used thermoplastic injection moulding material. It possesses properties such as heat and chemical resistance, strength, durability and dimensional stability (does not bend under load). Unlike polycarbonate, ABS is opaque.
ABS is typically used in applications that require greater stiffness than polycarbonate while still being able to absorb forces under high stress. Its glossy finish also makes it suitable for cosmetic applications.
The material finds use in a variety of applications, including safety helmets, vacuum cleaners, LEGO bricks, toys, musical instruments, computer keyboards, phone cases, luggage, car bumpers, car dashboards, and various pipes and fittings.
Polypropylene (PP)
Polypropylene is one of the most widely used plastics today. It is a thermoplastic polymer with properties such as electrical insulation, toughness and elasticity as well as heat, fatigue and chemical resistance.
Due to its non-toxic nature, PP finds use in food packaging and drinking cups. Its chemical resistance makes it an ideal material for the cosmetics industry. Automotive parts, such as bumpers and battery casings, use polypropylene as well.
Polypropylene is also used for making ropes, medical equipment (syringes, vials, sutures), toys, upholstery, carpets, and more.
Advantages of Injection Moulding
The features of injection moulding make it an ideal process for producing products of various types and sizes. The increasing use of plastics is also contributing to the growth of the injection moulding industry. This process offers several advantages:
Highly Versatile
Injection moulding is highly versatile in terms of the types of products it can produce. It can create items in various sizes, colours and strengths. Products can last a long time without the need for any maintenance. Two-shot moulds or multi-shot moulds can be used to combine two or more distinct materials into a single finished product. While there is no limit to the number of parts that can be produced, short production runs may not be cost-effective.
Extensive Material Options
The variety of material options means that products can have a wide array of different properties. It is possible to combine materials to leverage the properties of each one in various areas of the same product.
In addition to plastics, injection moulding can also accommodate rubber and certain metals. This expands the variety of components that can be produced using injection moulding.
Compatible with Mass Production
Injection moulding is ideal for mass production thanks to its low cycle times as well as high consistency and reliability of each part. For medium to large components, typically only one part is produced per cycle. However, for smaller items, such as cutlery, we can manufacture multiple parts per cycle by using multiple cavity moulds, distribution channels, runners, and gates.
Low Cost Per Part
The overall manufacturing costs of injection moulding are relatively high. However, the cost per part decreases with high-volume production. The MOQ depends on factors such as setup costs, material expenses, and design complexity. With the right combination of these elements, the cost per part for injection moulding can be reduced to less than that of competing technologies, such as 3D printing, CNC machining and casting.
Minimal Waste
Injection moulding generates significantly less waste material compared to subtractive fabrication methods like CNC machining. However, some waste plastic is inevitable due to sprue, runners, and gates. This waste can be further minimised through design optimisation and the implementation of hot runners. Hot runners form a heated distribution network that injects molten plastic into the cavities of the mould. The drawback is that they are more expensive than traditional cold runner systems.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Limitations of Injection Moulding
Injection moulding has its own set of limitations. Careful consideration of the following disadvantages can help manufacturers make an informed decision about whether they can produce a viable product using injection moulding.
High Initial Investment
Injection moulding involves significant upfront costs. Primary expenses include the injection unit and the mould. Additionally, the mould design and production can take several weeks, further increasing costs due to the labour, energy and time required for the process.
Time-Consuming Process
Injection moulding is highly efficient, capable of producing hundreds of products per hour once operational. However, the initial time required for process and mould design can be a disadvantage in situations where a quick time to market is essential. In such cases, rapid prototyping technologies may serve as a more suitable alternative.
Skill-Driven Process
The modern injection moulding process requires a significant amount of skill and experience from designers. Achieving an efficient process can be challenging in areas where skilled labour is lacking.
Not Suitable for Metals
While it can be adapted for use with certain metals in powdered form, it cannot compete with traditional manufacturing processes, such as casting and CNC machining, with regard to machinable metal grades. This limitation significantly restricts its application in metal-based products.
Not Suitable for Very Large Components
The process of injection moulding can become inefficient when designed for very large components. Moulding machines and moulding tools have size limitations that cannot be exceeded. In special cases, parts exceeding a machine’s capacity can be moulded as multiple components and assembled together.
How to Optimise Your Part for Injection Moulding

Clients often bring in designs that initially seem to be unsuitable for injection moulding. There are several things that can be done to adapt such designs. Injection moulding is an expensive process. Consequently, any avenues for design optimisation need to be explored and implemented to save valuable resources. We can use Design for Manufacturing (DFM) principles to find these improvements and reduce the manufacturing costs. Some changes that customers can make today for more economical injection moulding costs are as follows:
Uniform Wall Thickness
Wall thickness is of paramount importance in injection moulding. For injection moulding, the wall thickness must be as uniform as possible. Different wall thicknesses have different shrinkage rates, leading to defects such as part warping and air pockets. Higher thicknesses also increase material usage that may have no added advantage in terms of structural strength, functionality or appearance. Use of cores can help reduce and equalise overall part thickness. The recommended wall thicknesses for injection moulding are between 1 mm and 3 mm.
Use of Bosses
Bosses are created to strengthen weaker areas, such as screw holes and slots. They can also provide a quick assembly mechanism as they can snap into each other, maintaining alignment similar to dowel pins. The diameter and thickness of bosses need careful consideration. The diameter for bosses and screw holes must be smaller to compensate for shrinkage. The thickness of the boss should not exceed 60 percent of the total wall thickness.
Round Corners
Sharp corners on a part can quickly drive up costs for a mould as they necessitate the use of expensive EDM machining. They can also cause stress risers in the part, creating a potential failure point. Rounded corners and smooth transitions should be preferred over sharp corners.
Draft Angle
The draft angle is another very important aspect of mould design. A part with perfectly perpendicular walls is very difficult to eject because the inner walls of the part will drag along the mould’s core. A vacuum will also form as air cannot enter the gap between the part and the core during detachment. However, by creating a slight taper, the part can be removed more easily. As soon as the ejector pins push on the part, the entire inner wall detaches from the core and air enters readily. Draft angles also prevent drag marks.
Typically, 1-2 degrees of taper or draft angle is sufficient. For more texture, 3-5 degrees per side, and 5 degrees per side for heavy texture.
Material selection
Material selection directly impacts safety, quality, performance, cost and manufacturing efficiency, and sustainability. However, with the long list of process-compatible materials, the process can be quite daunting.
Customers often rush through the selection process due to ignorance or lack of expertise. However, since plastic parts are used in safety equipment in the aerospace, automotive and maritime sectors, choosing the right materials is crucial. Properties such as maximum short-use temperature, yield and tensile strength, impact resistance, melt flow rate, and vulnerability to stress cracking must be given due consideration during selection. It is crucial to spend sufficient time finding the most compatible material for your application.
Conclusion
Injection moulding is a highly versatile manufacturing process that continues to revolutionise industries with its ability to produce plastic parts in various shapes, sizes and materials. The products can achieve high tolerances with remarkable consistency while generating minimal waste. This makes it ideal for high-output production.
Despite its advantages, the process also has limitations. High upfront moulding costs, longer setup times, and constraints with metal parts or very large products require deliberation. Its efficiency thrives with large production runs and well-optimised designs.
In a world advancing rapidly in industrial technology, injection moulding plays a crucial role by offering a reliable production solution for manufacturers seeking high-quality, scalable production.
