

Electrical discharge machining is a non-contact fabrication process where the desired shape is achieved by using electrical discharges. Engineers often have to turn to EDM whenever traditional machining methods have reached their limits.
Since the dawn of the Industrial Revolution, our process capabilities have limited the design of our products. The first thing we verify after and sometimes during the product design stage is whether the selected manufacturing process matches our desired specifications.
Electrical discharge machining (EDM) changes that fundamentally. Unlike processes such as casting, forming and other conventional machining processes, EDM can achieve very high levels of perfection using digital inputs.
In this article, we’ll explore the EDM process and its various types. We’ll also discuss its various benefits and limitations. Continue reading for a deeper understanding of the different EDM processes and to figure out which one is the best for your needs.
What Is Electrical Discharge Machining?
Electrical discharge machining is a heat-based subtractive manufacturing process. It converts electrical discharge into thermal energy that melts or vaporizes excess material from a workpiece.
The process manipulates this erosion to create desirable cuts and shapes out of the raw materials. Due to the use of an electrical discharge, this process is also sometimes known as spark machining.
Since the process is based on the conduction of electricity through the material, it only works with materials that are good conductors. The process is incredibly reliable in delivering high-accuracy cuts regardless of a material’s hardness or softness as long as it has good electrical conductivity.
As a result, we can use EDM to cut high-hardness materials such as Inconel and tungsten carbide. Engineers also turn to EDM when they need to cut complex shapes that are not possible with traditional methods such as milling. Features such as sharp internal edges and deep cavities are exclusive to electrical discharge machining.
How Does the EDM Process Work?

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=L1D5DLWWMp8&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
The process consists of two main parts: the electrode and the workpiece/material. Each is connected to one end of the power supply. The electrode carries one side of the charge and the workpiece carries the other side of the charge.
When the two get close, a white hot electrical spark jumps from the electrode to the workpiece due to the high potential difference between the two. This creates temperatures between 8,000 and 12,000 degrees Celsius in the spark gap which causes the material to melt and, therefore, erode.
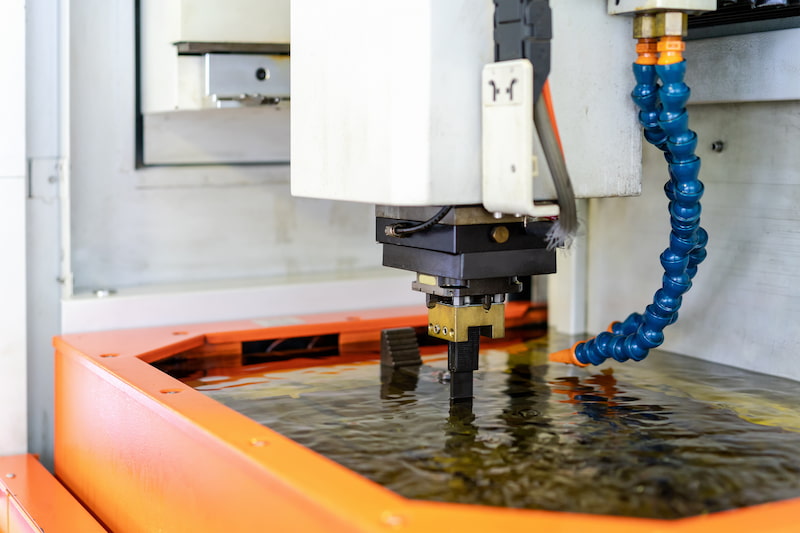
Such high temperatures necessitate the use of an insulating or dielectric fluid. The electrode and the workpiece are immersed in the dielectric fluid for the duration of the process.
The dielectric fluid controls the electric spark. It also acts as the process coolant and flushes away the tiny particles that are eroded in the process.
The eroded particles can have a size of 2 microns or smaller. For perspective, human hair has a thickness of 70 microns (+/- 20 microns). The eroded particles are so fine that they are comparable to the size of dust and smoke particles. Thus, we can achieve high degrees of precision through EDM.
It is important to note that the entire process is completely automated and CNC controlled. No human involvement. The process for a part can even be generated automatically from models created in 3D CAD programs.
Types of Electrical Discharge Machining Processes
Depending on the shape of the electrode and the process setup, we can achieve many different shapes and degrees of accuracy from raw material. Based on these, we can classify the EDM processes into three distinct types. These are:
-
Die sinking EDM
-
Wire EDM
-
Hole drilling EDM
Die Sinking EDM
The die sinking EDM process uses a die in the negative shape of the desired cut as the electrode. This die is brought in contact or ‘sunk’ into the workpiece in the presence of a dielectric fluid. This creates a negative impression of the die in the workpiece through a series of electrical discharges between the electrode and the workpiece.
Imagine pressing a metallic object into clay. The clay assumes the negative shape of the metallic object. The die sinking EDM process works the same way.
When people talk about electrical discharge machining, this is the process that is generally referred to. It is the conventional EDM process also known as cavity-type, volume, ram or sinker EDM.
In cavity-type EDM, the selection of the electrode material depends on the electrical conductivity and erosion resistance of a material. The higher they both are, the better. As a result, these electrodes are generally made of graphite or copper. Graphite is, however, easier to machine. The cost involved in machining the electrode can prove costly unless a higher volume of production can justify it.
With this method, manufacturers can create complex features (such as sharp internal corners) that are not possible via CNC machining services.
Wire EDM Machining

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=7OMTDW0vH0Y&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
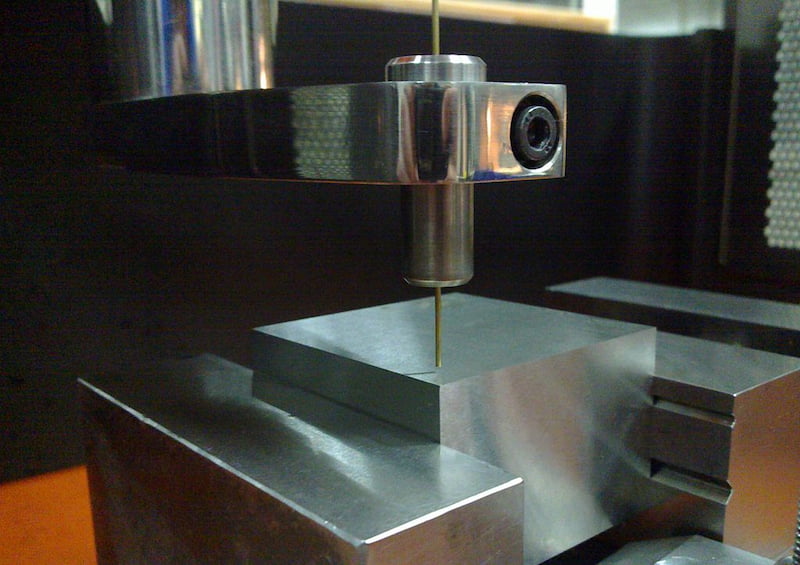
The wire EDM process uses a hair-thin wire instead of a die as the electrode for the process. The wire conducts the electrical charge to the material causing microscopic erosion of the material at desired locations.
The working is similar to the blade in a bandsaw. The wire goes through the material and makes vertical cuts in two dimensions. The diameter of the wire ranges from 0.05 mm to 0.35 mm.
The wire is usually made of copper or brass and is held between diamond guides. As the wire also burns during the process, fresh wire is constantly pulled from a spool during the cutting process to maintain the accuracy and precision of finished parts.
However, achieving sharp internal corners is difficult with this process. This is because the spark gap between the wire and the material creates internal corners with a small radius of about 0.15 mm instead of perfect perpendicularity.
Typically, the wire EDM cutting process starts from one of the edges of the workpiece. But starting the machining process from the center of a workpiece is also possible.
In this case, a hole is created in the center of the workpiece using a process known as small hole drilling EDM. Then, the wire is threaded through the hole and the cutting can begin.
Engineers use wire EDM to create incredibly complex shapes with extremely tight tolerances. If needed, wire EDM machines can be used to fabricate miniature parts for watches and other applications.
Hole Drilling EDM
Hole drilling EDM is a special type of EDM process that uses tubular electrodes to drill small and deep cavities into suitable materials. The working principle remains the same as in other EDM processes but the dielectric fluid is supplied to the machining site through the electrode itself.
Deburring accounts for a notable portion of the manufacturing costs. With hole drilling EDM process, there are no burrs which is a significant advantage over traditional machining processes.
Hole drilling EDM has very specific applications where intricate cavities are needed in a product. For instance, it has been instrumental in the design and manufacture of complex cooling channels in high-temperature turbine blades.
Electrical Discharge Machining Applications
Electric discharge machining is the best alternative to use whenever traditional machining methods reach their limit in machining electrically conductive materials.
EDM machines can cut any conductive material regardless of its hardness or softness. As all metals conduct electricity to some degree, we can machine a long list of metals using EDM, including copper, bronze, tungsten, steel (carbon, high alloy, stainless and hardened steel), Inconel, titanium, and more.
As far as industries go, EDM is finding applications in a wide range of them from automotive to aerospace. The use of EDM has been common for dental parts but is now becoming increasingly useful in prosthetics, implants and surgical tools.
The precision and capability of EDM to form intricate designs make it essential in the fabrication of elements for various manufacturing processes, such as creating complex components for injection moulding tools. EDM is particularly advantageous in mould-making as it allows to form precise and consistent patterns necessary for plastic parts.
The unique characteristics of electrical discharge machining make it ideal for parts and features such as:
-
Extrusion dies
-
Injection moulding tools
-
Sharp internal corners
-
Straight or curved small holes
-
Rotary forms
-
Engravings on hard materials
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Advantages
Electro discharge machining provides many advantages over traditional machining methods. Some of these advantages are unique to EDM while others are found in newer methods such as waterjet and laser cutting. Let us take a look at some of these:
-
Greater accuracy
-
Complex designs
-
Amazing surface finish
-
Wide range of workable materials
-
Non-contact process
Greater accuracy
Electrical discharge machining provides one of the highest accuracies among modern manufacturing processes. A regular setup can deliver an accuracy of up to 0.025 mm but there are special EDM machines that can go up to 0.005 mm.
The accuracy for a specific part depends on factors such as the material characteristics, machining time and the degree of surface finish desired.
Complex designs
With EDM, it is possible to develop and manufacture extremely complex and intricate shapes. These shapes would be very difficult and even impossible with traditional methods.
Amazing surface finish
EDM cuts have zero-directionality and leave no machining marks unless the machining time is reduced below a certain threshold.
The high-quality finish is due to its slow rate of material removal. Only tiny particles are removed at a time allowing EDM to leave a smooth surface that does not need additional treatment for a satisfactory surface finish.
Wide range of workable materials
Due to most metals being good conductors of electricity, EDM works with a wide range of materials.
Non-contact process
There is no cutting tool involved in the EDM process. Thus, the workpiece is not subjected to any mechanical force or pressure. Even extremely soft materials that would normally be susceptible to damage or breaking by the pressure from the cutting tool can be machined through electrical discharge machining without any risk.
Disadvantages
No manufacturing process comes without its limitations. There are always trade-offs. The disadvantages of using EDM are as follows:
-
Electrode cost
-
High power consumption
-
Does not work with non-conductive materials
-
Formation of heat affected zone
Electrode cost
The tool electrode life is limited in EDM. It is susceptible to erosion like the workpiece. This can cause issues with creating features such as sharp internal corners as the tool life deteriorates over time.
It is recommended to replace the electrode regularly for dependable parts. The cost of electrodes affects the feasibility of the process depending on its complexity and rate of replacement. However, if the number of manufactured parts is high, this cost is absorbed to some extent.
High power consumption
EDM is a power-intensive process. It requires a high current at a constant rate for effective machining. The power system and the feed would need to be adjusted for different EDM applications.
For instance, the die sink EDM uses a transistorised power system as it has lower tool wear. Wire EDM uses a transistor-controlled capacitive power system as it has a lower risk of wire rupture. Hole drilling EDM typically uses a capacitive power system due to its higher material removal rate and process stability.
The rate of consumption depends on the machining tool construction and the machining parameters. Typically, it is between 5 to 8 kW when machining AISI P20 steel.
Does not work with non-conductive materials
The process cannot work with poor electrical conductors. We cannot machine common materials such as plastics, composites and glass.
HAZ formation
Development of the heat affected zone can be a concern but the spread and the effect on the microstructure is far lower than alternative machining methods.
Research shows that the extent of HAZ development varies with the material. But in all cases, controlling factors such as the available amount of heat, its conduction and cooling action can considerably reduce HAZ development.
Dangers of Electrical Discharge Machining
While EDM is incredibly precise, it also presents some risks that require strict safety measures. The use of high voltages during the process poses an electrocution hazard if safety protocols are ignored. Workers who fail to follow safety guidelines may suffer harm in an electrocution accident. Additionally, dielectric fluids, such as deionised water or oil, can create fire risks due to the high temperatures generated by electrical sparks. Proper ventilation is also crucial, as toxic fumes may be released during the breakdown of these fluids.
Actionable Design Tips for Your EDM Part
There are several things to keep in mind when you need to create an EDM part. The following tips will help you reduce the cost of your EDM part while also not compromising on the design.
-
Wire EDM will leave some radius when machining internal corners. This internal corner radius is usually a little more than the wire radius because of the spark gap. The permissible value of this corner radius, therefore, determines the maximum wire diameter. A higher permissible value will allow for a thicker wire making the process faster.
-
There can be some material exchange between the wire and the material in an EDM process. Galvanic corrosion can be a concern during post-machining cleaning if one is not careful.
-
The vendor must be capable of providing fixtures that allow similar operation on multiple parts at once by stacking or multiple EDM operations on a single part for a lower cost.
-
If possible, try to remove the majority of the wastage using traditional methods and use EDM only for the final operations as this considerably reduces the overall manufacturing cost and EDM machining time.
-
Loosen the part’s surface finish tolerances as far as practical, this reduces the number of passes the manufacturer needs to fabricate the part. Rougher surface finish allows for increased material removal rate and higher current magnitude.
