

Plasma welding is an arc welding process that uses a plasma torch to join metals. The principle of this method is derived from GTAW aka TIG welding, where an electric arc is struck between the electrode and the workpiece.
Let’s dig deeper and explore what plasma welding is all about.
- Plasma Arc Welding offers greater precision and deeper penetration compared to TIG welding, making it suitable for both thin and thick metals.
- The PAW process requires more complex and expensive equipment than traditional welding methods, necessitating specialised training and maintenance.
- PAW operates at very high temperatures, requiring water-cooled torches to prevent nozzle damage, and is commonly used for materials like stainless steel and aluminum.
- Plasma Welding is ideal for high-speed welding in industries like electronics, medical devices, and steel tube manufacturing due to its ability to maintain stable arcs at various current levels.
- PAW can function in three modes—microplasma, medium current and keyhole—each suited for different welding tasks, from delicate electronics to thick steel plates.
What Is Plasma Welding?
Plasma arc welding (PAW) is a fusion welding process that uses a non-consumable electrode and an electric plasma arc to weld metals. Similarly to TIG, the electrode is generally made out of thoriated tungsten. Its unique torch design produces a more focused beam than TIG welding, making it a great choice for welding both thin metals and creating deep narrow welds.
Plasma welding is often used to weld stainless steel, aluminum, and other difficult metals compared to traditional methods. Similarly to oxy-fuel welding, this process can also cut metal (plasma cutting), making it a versatile tool for fabricators and manufacturers.
Plasma Arc Welding Process

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=588EJInHLsc&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
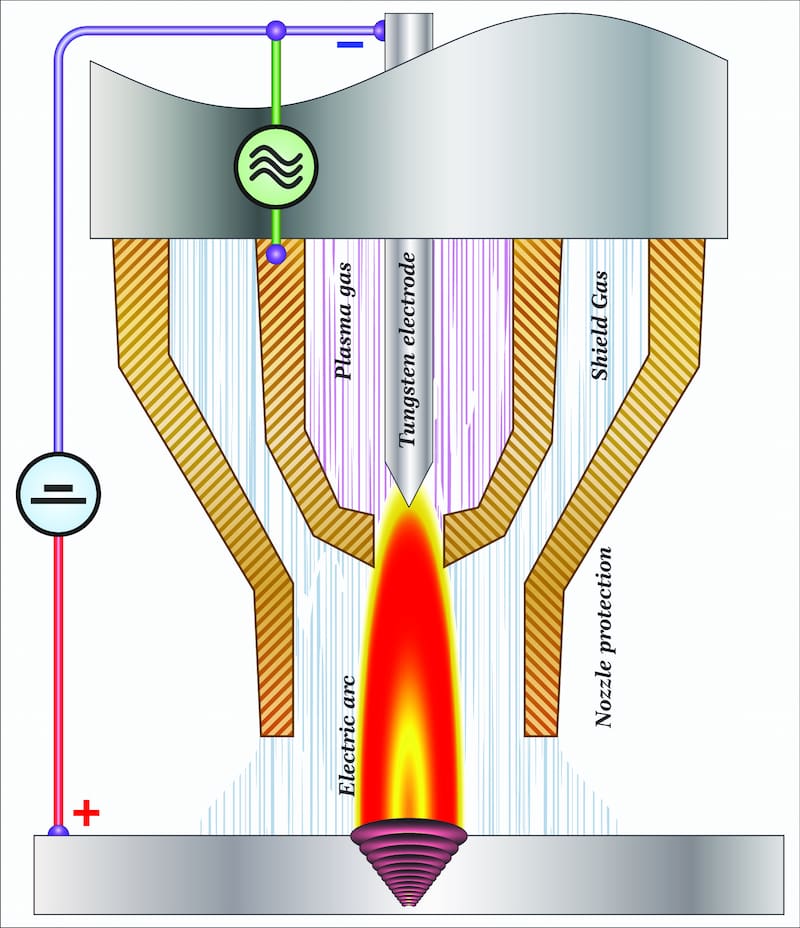
The plasma arc welding process revolves around the principle of striking an arc between a non-consumable tungsten electrode and the workpiece. The plasma nozzle has a unique design feature, where the electrode is located within the body of the torch. This allows the arc plasma to exit the torch separated from the shielding gas envelope.
Additionally, the narrow opening of the nozzle increases the plasma gas flow rate, allowing for deeper penetration. While filler metal is typically supplied at the weld pool’s leading edge, it is not the case when creating root pass welds.
The complexity of the plasma welding torch sets it apart from gas tungsten arc welding. Plasma welding torches operate at very high temperatures, which can melt away their nozzle, making it a requirement to always be water-cooled. While these torches can be manually operated, nowadays, most modern plasma welding guns are designed for automatic welding.
The most common defects associated with plasma welding are tungsten inclusions and undercutting. Tungsten inclusions occur when the welding current exceeds the capabilities of the tungsten electrode and small droplets of tungsten get entrapped in the weld metal. Undercuts are generally associated with keyhole mode PAW welding and can be avoided by using activated fluxes.
Plasma Arc Welding Operating Modes
Three operating modes are used in plasma welding, wherein it can be operated at varying currents:
Microplasma (0.1 – 15A)
This operating mode can run arcs at low currents and remain stable up to 20mm arc length.
Microplasma welding is used to join thin sheets up to 0.1 mm in thickness, which is optimal for creating wire meshes with minimal distortion.
Medium current (15 – 200A)
The characteristics of the plasma arc are quite similar to TIG welding, but the arc is stiffer since the narrow opening of the torch restricts the plasma. We can increase weld pool penetration by speeding up the plasma flow rate, but this increases the risk of shielding gas contamination.
Medium current or melt-in mode offers better penetration than TIG and improved protection. The only drawback is that the torch requires maintenance and is bulkier compared to a TIG torch.
Keyhole mode (over 100A)
A powerful plasma beam is used to engage in high-current aka keyhole mode by increasing the gas flow and welding current. This mode allows deep penetration, using a single pass (up to 10mm thick for some materials) to create a consistent weld pool from molten metal.
Similarly to electron beam welding, the keyhole mode is great for welding thicker materials at high welding speeds. To guarantee satisfactory welds, filler material is generally added. Its welding applications include mechanised welding, positional welding, and pipe welding.
Comparison of Plasma and TIG Welding
Normally, a tungsten electrode is used in TIG welding to strike an arc between the torch and the workpiece. The plasma process works similarly but uses a different setup in its welding torch. The constricted nozzle design allows electrons to move at high velocities. This ionises the gas, creating a plasma jet with a high heat concentration, offering deeper penetration.
As plasma welding offers greater precision than TIG welding, it has a smaller heat-affected zone which is perfect for creating narrower welds. Ideally, plasma welding is a better choice than TIG welding, as it is an evolution of the latter. The technology behind its equipment allows it to run with lower current demand, and better arc stability which leads to better stand-off distance, and better tolerances if the arc length is changed.
TIG welding however is a simpler method due to the complex parameters available for plasma gas welding. An operator would need extra training in order to transition from the already advanced TIG welding to PAW. And last, TIG welding equipment is cheaper and requires less maintenance than plasma arc welding’s sensitive and complex torch.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Materials
Similarly to TIG welding, plasma welding is suitable for the majority of well-known metals, although it might not be the most cost-effective solution for some of them:
-
Alloy Steel
-
Bronze
-
Carbon Steel
-
Copper
-
Iron
-
Inconel
-
Lead
-
Magnesium
-
Monel
-
Nickel
-
Titanium
-
Tool Steel
-
Tungsten
Equipment
The key components of plasma welding equipment are:
Plasma torch
The unique design of the water-cooled plasma torch is the main distinguishing factor from other welding processes. Its operating principles have already been explained in previous sections.
Depending on the weld material and desired weld characteristics, different types of nozzle tips can be selected.
Control console
While conventional welding techniques directly connect a torch to a power source, plasma arc welding uses a control console between the two.
Some of the console features are the torch protection circuit, high-frequency arc starting unit, power supply for the pilot arc, water, and gas valves, individual meters for plasma, and shielding gas flows.
Power supply
Plasma arc welding uses DC power (rectifiers or generators) of at least 70 volts for open circuit voltage with drooping characteristics to have greater control in generating weld beads.
Gases used
-
Plasma gas – exits the constricting nozzle separately from the shielding gas envelope and becomes ionised
-
Shielding gases (argon, helium, hydrogen) – inert gas protects the weld from the atmosphere
-
Back-purge and trailing gas – certain materials require special conditions
Wire feeder
Plasma welding may use wire feeders with a constant velocity that can be modified to run from 254 mm per minute to 3180 mm per minute.
Applications
Steel tubes
PAW is a great welding method in manufacturing steel tubes as it can be performed at high-speed welding with great metal penetration. Some industries prefer the plasma welding process to conventional TIG since its system is faster and uses less filler material.
Electronics
One of the welding parameters of the plasma welding process is that it can run at low current modes. This mode allows small metal component welding for the electronics industry, which deals with delicate materials sensitive to environmental factors.
Medical industry
Medical devices require precise components in order to run effectively. PAW is perfect for welding these components as it can reliably create a consistent weld bead.
Advantages of Plasma Welding
-
Can be operated in every welding position.
-
Fast travel speeds from concentrated heat input.
-
Keyhole welding allows for complete penetration.
-
Low current mode is suitable for thin and sensitive components.
Disadvantages of Plasma Welding
-
Expensive equipment and components.
-
Requires training and skill to create good welds.
-
Produces 100dB noise.
-
Creates ultraviolet and infrared radiation.
-
Water cooling is necessary because of high working temperatures.
-
Delicate equipment needs a higher amount of maintenance.
