


Sheet metal fabrication processes involve a variety of methods and tools to cut thin metal sheets (< 6 mm thick) in order to achieve smaller, desirable pieces. These pieces are then used in various products and are essential in a multitude of industries such as robotics, medicine, home appliances, consumer electronics, etc.
Metal Shearing Processes
Shearing processes are cold mechanical cutting processes where the sheet metal is positioned between two sharp blades using guides or stops. When these operations are performed at high volumes using specialised dies and heavy-duty presses, the process is broadly referred to as metal stamping.
The lower blade (or die) is stationary while the upper blade (or punch) slices through the metal in a fast blow. Both the die and the punch are typically made from tool steel or carbide. The shearing force applied during this process subjects the sheet metal under stress and once the material’s ultimate shear strength is overcome, the material is cut.
There are different methods to mechanically cut sheet metal but the basic concept uses cutting blades between the material. The equipment for this process can be operated in multiple ways (manual, electric, pneumatic, and hydraulic).
These processes generally are more economical when producing slightly larger production runs due to the longer set-up times and costs related to special tooling and dies. For one-off parts and small production runs, other cutting processes, such as laser cutting, tend to be more cost-effective.
Let’s explore the three primary shearing processes (shearing, blanking, punching) utilised by the metalworking industry, along with their subprocesses and unique characteristics.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=tEyFPM14yfo&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Shearing
Even though all of the processes we cover in this article are considered shearing processes, then by itself, the term shearing primarily refers to the straight line cuts to separate large metal sheets or bar stock. This method involves using sharp blades to slice through the material, creating a sheared edge on the flat metal sheet.
Sheet metal shearing or die-cutting is mainly used as a preparatory step for other cutting processes, which makes it flexible for cutting metals with varying sheet thickness up to 6 mm (0.25 inches). A 5-10% clearance of the metal thickness is used to allow the sheet to plastically deform between the upper and lower blades.
The ability to seamlessly cut sheet metal without burning through or forming chips makes it work well with soft metals such as aluminium, brass, bronze and low-carbon steel.
Benefits
-
Cost-effective for high-volume production.
-
Produces minimal cutting kerf compared to thermal cutting processes.
-
Easy to perform large straight cuts with varying metal thickness.
Limitations
-
Harder materials, like tungsten, are susceptible to delamination, fracturing and may damage the straight-edge cutting blades.
-
Burring might occur for metals with larger diameters or clearance and if it isn’t securely clamped.
-
Shearing is not suitable for cutting metals into complex shapes.
Blanking
Blanking is a process that precisely cuts out a product from sheet metal. A punch and die are used to remove the material through massive shearing forces. The desired shape, which is punched out, is used for specific applications while the excess is treated as scrap material.
A blanking die consists of a die, guide plate and punch. The die is stationary and is usually below the metal sheet that is secured by the guide plate. The geometry of the die is shaped in the form of the desired cut. A punch applies pressure to the metal sheet, exerting a specific amount of load to perform the cut.
Aluminium, alloy steel, brass, copper, carbon steel, stainless steel, special alloys and other ferrous metals are often blanked. Some of its applications include automobile parts, electronics and other industrial applications.
Benefits
-
With good planning, produces less scrap material compared to punching.
-
A quick process for high-volume production.
Limitations
-
High equipment and tool cost.
-
Often requires secondary operations to smoothen edge burrs.
Conventional Blanking
Conventional blanking uses one downward source of load to cut out the desired shape from the sheet metal. Its cutting clearance is usually around 10% of the material thickness, creating more scrap than fine blanking
Fine Blanking
Fine blanking uses three sources of load (holding force, counterforce, blanking force) instead of one downward blow from conventional blanking. Using this technique minimises the formation of burrs, creates smoother and flatter edges, and enables tighter tolerances (±0.0003.).
The holding force acts as a clamp for the metal sheet, securing it into place while the counterforce is placed underneath where a blank is produced. The counterforce minimises the bending once the blanking force applies pressure to the cut, punching the desired shape out of the metal sheet. Fine blanking is more regarded as a cold extrusion process rather than a cutting process due to its precision and high pressure.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Punching
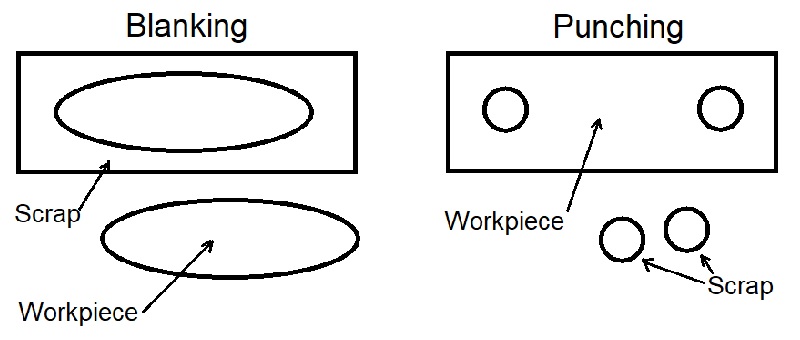
Punching is an operation that involves punching holes or other more complex shapes to remove material from metal sheets. The removed material ends up as scrap, which is the complete opposite of blanking, wherein the punched-out shapes are the product. There are a variety of different punching operations available which we’ll cover shortly.
Punching machines can either be manual or CNC-controlled, wherein rolls of sheet metal are continuously fed and processed.
Punching is a widely used process in virtually all industries, starting from the production of automobile frames and ventilation holes to household applications.
Benefits
-
Inexpensive since standard shapes and sizes don’t require custom tooling.
-
Can form dimples and louvers.
-
Eliminates the necessity for secondary operations.
Limitations
-
Preparation is time-consuming.
-
Single operation for one-off parts isn’t economical.
-
Custom tooling is expensive.
Piercing
Piercing is a similar process to blanking wherein cylindrical pieces are punched out from a metal sheet. It uses the same machinery, except that the metal punched out is considered scrap in piercing.
Slotting
Slotting is sometimes referred to as piercing since the process is the same. Slotting results in rectangular pieces being punched out instead of cylindrical ones.
Perforating
Perforating punches out small patterns from the sheet metal. For large perforated sheets, it is usually done in a single operation where a coil is fed through a roller conveyor.
Notching
Notching refers to punching out excess material from the surrounding edge of the metal sheet. Its output can be bent to form specific geometries such as containers or complex 3D shapes.
Nibbling
Nibbling is a process wherein a series of reciprocating punches or holes is performed on sheet metal to create a specifically shaped cutout. Nibbling is used when it isn’t practical to create a custom shape to punch out a specific part.
Finishing operations are usually necessary when nibbling metal sheets to maintain accuracy in the shape geometry and surface quality.
Lancing
Lancing creates a partial cut through the part, creating zero scrap metal. The attached material is bent into various shapes.
Lancing is used to create louvers, tabs, and vents which are used, for example, in appliances, electronics, and automobile parts.
Slitting
Slitting produces lengthwise cuts through coiled metal sheets, producing strips with a smaller width. The metal sheet is fed through the slitting machine, which cuts through the material using large circular blades.
No scrap material is produced through slitting and the strips can be further processed using various methods.
Parting
Parting separates the sheet metal into two or more pieces by removing the connecting material between them. The separation is performed by cutting blades and the connecting piece between the desired parts is considered scrap metal.
Cutoff
A cutoff is a line or set of lines cut through the metal sheet that separates it into different pieces. Cutoffs are usually performed in high-volume production, wherein a sheet is fed into the machine.
No scrap is produced during the cutoff process and the line cut through the metal sheet can be straight, curved, or angled.
Trimming
Trimming is a finishing operation wherein the excess material from the edges and other irregularities are removed.
Trimming is done on materials that require precise tolerances and is accompanied by a clean surface finish.
Shaving
Shaving is a finishing operation that shears off small amounts of metal from an already blanked/punched workpiece. It is performed to improve accuracy and finish by squaring and smoothing out the edges. Tolerances up to 0.025 mm are possible.
Dinking
Dinking, sometimes called die cutting, uses a hollow dinking die to punch through soft, low-strength metals. A mechanical press is used for this process and the edges of the dies are usually bevelled at a 20° angle.
Materials subjected to dinking are pressed against a soft metal or a block of wood to minimise dulling of the edges.
Wrapping It Up
There are a number of methods to shear, blank, and pierce sheet metal. More often than not, metal fabricators combine a variety of these processes to create a single part. Understanding these methods, the strengths, limitations, and applications of each, simplifies the decision-making when planning out various sheet metal projects.
The advancement of technology and automation has enabled shearing processes to become faster, more efficient, and more precise, and we can only expect it to improve even more over time.
From prototypes to full production runs, source your sheet metal fabrication and other metalwork through Fractory. Upload your files, get instant pricing for your CAD designs and get your project moving in minutes.
