

Heat treatment processes are crucial to obtain desired properties from different metals and make them suitable for various applications. Through heat treating, many mechanical properties can be altered without changing a metal’s chemical composition.
There are many different processes in heat treatment. One of the most commonly used among these is the process of quenching. Let us discuss what it is.
What Is Quenching?
Quenching is a rapid cooling process that alters specific properties of materials by manipulating the cooling rate. The material is heated above the recrystallisation temperature but below the melting point to allow grain restructuring followed by controlled cooling to a predetermined temperature.
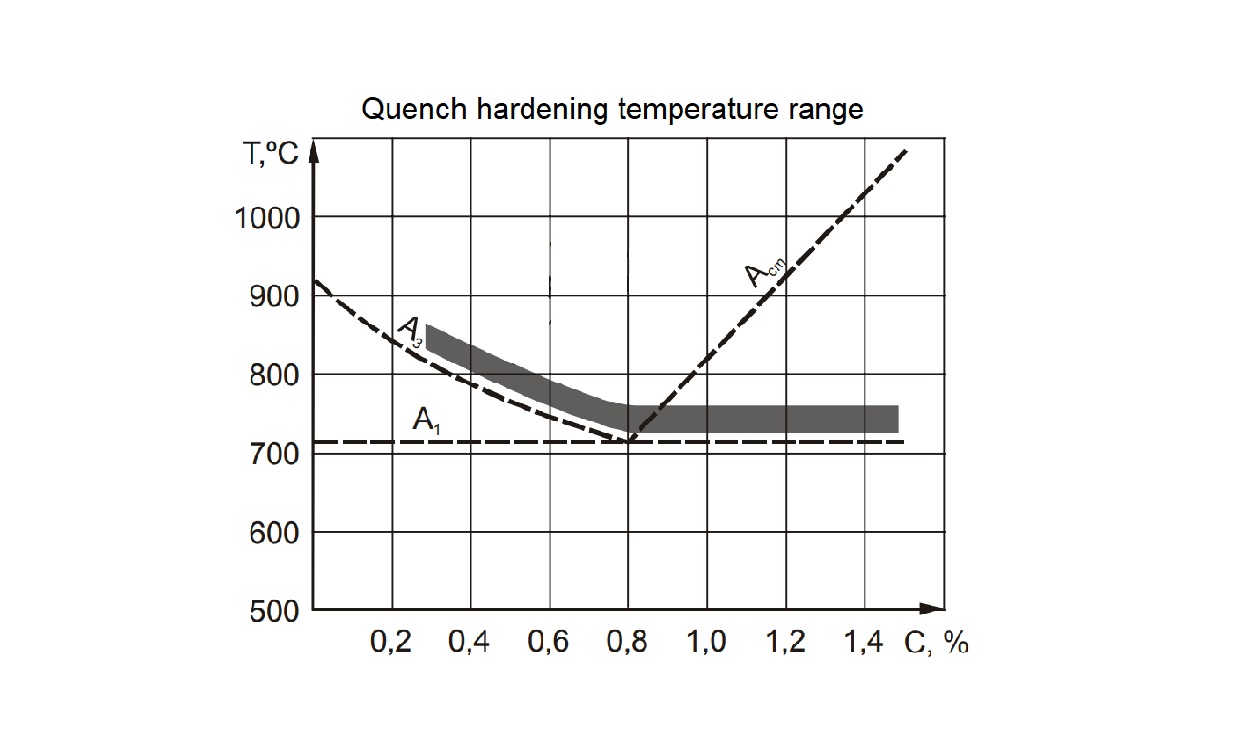
The temperatures to which carbon steels are heated during quench hardening can be determined from the iron-carbon phase diagram. For hypoeutectic steels (0,2…0,8% C) it is 30-50°C over Ac3 and for hypereutectic steels (C > 0,8%) over 30-50°C over Ac1.
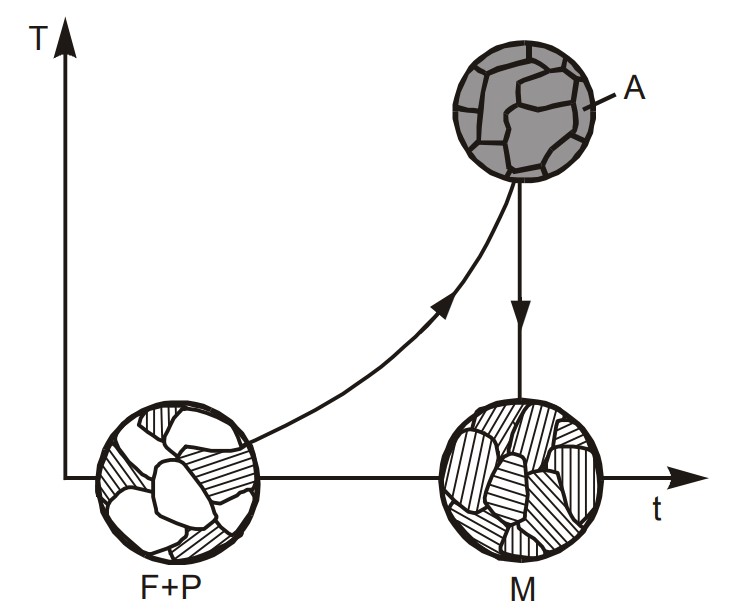
The intention of quenching is to transform the austenitic phase into martensite, which is an exceptionally hard phase of steel. To achieve this, the material is exposed to a cooling media and the cooling time is reduces.
When heating hypoeutectic steels over Ac1 and not Ac3, some ferrite will still remain in the structure after quenching, this reducess hardness. For hypereutectic steels, it is optimal to heat the steel to a temperature between the Ac1 and Acm phase limits and thus, secondary cementite will remain in the structure next to martensite. When going over Acm, there is the risk of the formation of a coarse-grained structure after quenching which makes the steel very brittle.
Overall, the quenching process leads to increased hardness and reduced ductility of the material. But the brittleness also increases and thus, to avoid unwanted side effects such as cracking and distortion, choosing a suitable cooling rate is essential.
Quenching and tempering processes are often used in sequence to restore some of the lost ductility and reduce hardness to suitable levels. Tempering also reduces brittleness.
Annealing is also occasionally performed to reduce the hardness of quenched steel.
When Is Quenching Used?
Quenching is used when increased hardness is a requirement. Many applications such as construction, mining, heavy machinery, military, etc. require metals with a hard surface. One that can resist abrasion, scratches and take impacts. The increased hardness from quenching is capable of providing these qualities.
Quenching can be done for a wide range of materials but steel is the most commonly quenched metal. Quenched steel shows extreme hardness.
Quenching Process

The quenching process may happen in one of two ways: spray quenching or bath quenching.
In the spray quenching process, the metal’s hot surface cools by the impinging effect of a quenchant sprayed upon the metal. This method has a higher heat transfer rate than bath quenching.
The bath quenching process is, however, more common. In bath quenching, the material to be cooled is placed in a bath of liquid or gas. As the quenchant surrounds the material, it is rapidly cooled.
But even this rapid cooling occurs at different rates from the time quenching begins until it ends. Let us look at these different stages in the next section.
Quenching Stages
During the bath quenching process, the material undergoes three distinct cooling stages. These stages are:
-
Vapour stage
-
Boiling stage
-
Convection stage
Vapour stage
As soon as the material is placed in the quenching media, the vapour stage begins. Since the temperature of the hot material is above the boiling point of the quenching media, the media turns to vapour and thus, a stable vapour blanket is formed around the material.
Proper agitation of the quenchant expedites the cooling process causing it to enter the boiling stage.
Boiling stage
In the boiling stage, the vapour blanket stops forming. The cooling medium comes into contact with the metal surface, but since the metal is still above the quenchant’s boiling point, it evaporates and rises.
The surrounding liquid takes its place and the process keeps on repeating. Among the three quenching stages, this stage has the highest heat transfer rate. Once the metal’s temperature falls below the quenchant’s boiling temperature, the quenching process enters the third stage.
Convection stage
The third stage is the convection stage. The cooling media no longer evaporates on the metal’s surface. However, it absorbs heat from the metal and rises. Surrounding liquid takes its place and a convection process is set in place.
This stage has the lowest heat transfer rates. This is also the stage where the distortion of the material occurs.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Quenching Media
The quenching media refers to the material that absorbs heat from the metals during the quenching process. There are many quenching mediums we can choose from. Each medium offers its unique advantages and limitations.
The type of quenching medium selected depends upon factors such as the desired cooling rate, material properties, cost, reusability, and environmental impact.
We can choose from the following quenching media:
-
Air
-
Oil
-
Fresh water
-
Brine (salt water)
-
Polymers
Air
Air isn’t too popular when it comes to quenching but in some cases, it is still used. It takes the longest time among all media to cool down a metal part. With this method, forced air flows over the metal surface and absorbs its heat.
Forced air cools faster than still air and may either be provided through a compressed air source or through various mechanical means such as a fan. The rate of cooling depends on the air pressure and the exposed area of the part.
Air-quenched materials provide a higher degree of control over the cooling rate and the final hardness. They also have better mechanical properties. However, the hardness levels are lower when compared to other quenching media due to lower cooling rates.
If still air is used for slow cooling, the process is known as normalising instead of quenching.
Inert gases are also used for quenching. Nitrogen quenching, for instance, is a cost-effective method as it can be generated on-site.
Oil
Oil quenching provides a better quenching rate than air but less than water and brine. Oil is flammable but it can help prevent defects such as distortion and cracking.
Quenching oils are highly versatile and adjustable depending on the application. Nowadays, the most common quenching oil is mineral oil.
Fresh Water
In this method, the heated metal is immersed in a water bath. Cooling occurs faster than air as well as oil. Water is non-flammable which gives it an advantage over oil. It is also a cheap and pollution-free alternative.
However, water will distort or crack the metal if the process is not controlled well.
Brine (Salt Water)
Brine or salt water is one of the most effective quenching media. It gives a higher quenching rate than oil, water and air. This is because it prevents the formation of air globules and vapour blanket.
The salts may either be nitrate-based or chlorine-based. Rapidly cooling metal in brine or salt water, however, makes it more susceptible to warping.
Polymers
Polymer quenching is often used when the material does not respond well to oil quenching. It provides lower cooling rates than fresh or salt water but higher than air. Polymer quenching can accommodate interrupted quenching. This means that the metal can be removed mid-quenching to reduce the chances of distortion without the risk of fire.
Benefits of Quenching
The quench-hardening process provides the following benefits:
