

Tempering is one of many heat treatment processes for iron-based alloys. These processes alter the physical and mechanical properties such as a metal’s internal structure, ductility, hardness, toughness, machinability, formability, elasticity and strength.
We need these changes to ensure metals are fit for their applications and service environments. Without heat treatment, it is not possible to use metals to their full capacity in most systems.
In this article, we will explore the tempering process. Let’s begin.
What Is Tempering?
Tempering, also referred to as drawing, is a heat treatment process in which the components are heated and held to a set temperature below the critical point for a certain duration. The components are then cooled to room temperature in still air.
Like other heat treatment processes such as annealing and normalising, the tempering process alters the metal’s undesirable mechanical properties to be more in line with the proposed application.
Tempering affects the entire component’s mechanical properties from the surface to the core. But partial tempering is also possible in induction plants.
Tempered metals are useful in applications that need a certain level of flexibility from their components.
This heat treatment process may also be used to reduce the hardness of recently welded components. The high localised temperature from the welding process can lead to high hardness in heat-affected zones. Tempering can help us alleviate these high-hardness sections.
In theory, tempering can be carried out on a wide range of metals but it is generally associated with carbon steel as few other metals react to this heat treatment method in the same manner as steel.
When Is Tempering Used?
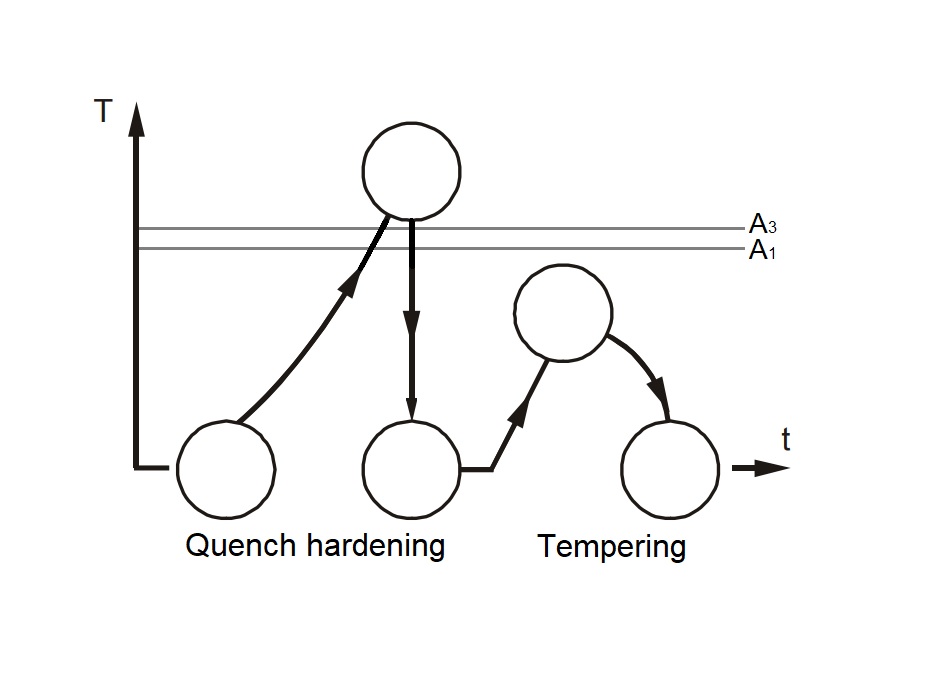
Tempering is most often performed after hardening processes. In these processes, the material is heated above its upper critical temperature followed by a rapid cooling aka quenching operation. Quenching is the immersion of steel in oil, hot water or forced air.
Such an operation makes the material hard and brittle, as brittle as glass in some cases. While we do need high hardness in many applications, the increased brittleness that accompanies it is not as desirable.
To reduce the brittleness and restore ductility, the metals are reheated, this time to lower temperatures (above 200°C). This helps us to strike a balance between hardness and ductility. The cooling rate during tempering is also slower than quenching.
For best results, the tempering process must be carried out immediately after quench-hardening. This helps to avoid the brittle characteristics brought out by the hardening process.
It should be kept in mind that any errors during the process can damage, distort or warp the material.
Tempering is also carried out when the material is hardened through other means such as a welding process. It also works for work-hardened materials. These are materials that have become hard through processes such as bending, drilling, forming, punching and rolling.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
The Tempering Process
Like other heat treatment processes, the tempering process occurs in three stages. These stages are:
-
Heating
-
Dwelling
-
Cooling
-
Heating
In this stage, we heat the metal to a set temperature between room temperature and the lower critical temperature. This temperature is our tempering temperature.
The heating to the exact temperature should happen at a controlled rate because if the metal is heated too quickly, it can lead to cracking. The suitable temperature varies depending on the type of steel and the desired change in properties. For example, tool steels are tempered at around 200-300°C, spring steels at 300-400° and structural steels at 450-650°C.
Typically, the metal is heated in a furnace (gas, electrical or induction) in the presence of an inert gas or a vacuum to prevent oxidation. But certain steels are tempered in salt baths or even in the presence of air.
The chosen atmosphere also affects the surface of the components.
-
Dwelling
Once the metal has achieved the desired temperature below the critical point, it must be held at that temperature for a predetermined duration. The duration depends on the type of steel, component cross-sections, charge size and the required mechanical properties.
Depending on the tempering temperature and dwell time, the mechanical properties of the hardened steel change.
The ductility, impact strength and toughness increase with higher temperatures and dwell time. The ultimate tensile strength, however, will reduce with rising temperatures.
The effect on hardness depends on the share of different phases such as martensite, retained austenite and graphite nodules. As the time in the oven is increased, the martensitic phase reduces and retained austenite increases. As the austenitic phase is relatively softer, the entire component’s hardness reduces.
-
Cooling
The cooling stage is just as important as the first two. In the cooling process, the component is cooled, usually in the presence of air, in a predetermined manner.
The cooling rate and method used depends on various factors. For tempering, cooling usually takes place in still air.
Tempering Colours
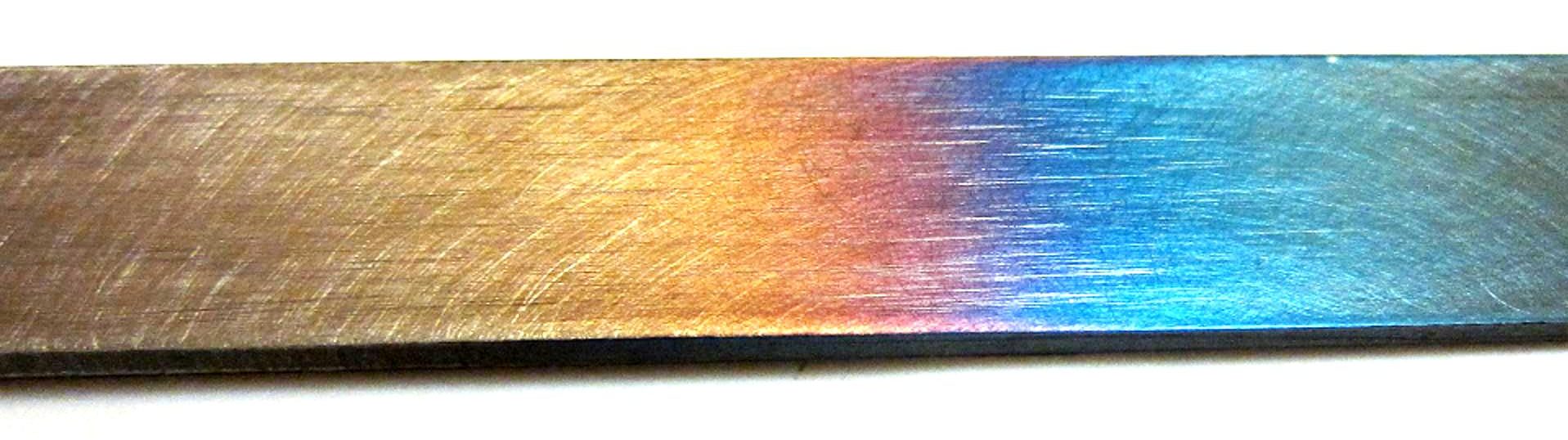
When we heat metal products, they undergo oxidation. This leads to the development of various colours on the metal surface. The colour obtained indicates the tempering temperature.
The colours range from light yellow to various shades of blue. A full list of the colours obtained at different temperature ranges is as follows:
| Tempering colour | Temperature in C | Temperature in F | Common applications |
|---|---|---|---|
| Faint yellow | 175 – 205 | 347 – 401 | Gravers, razors, scrapers |
| Straw | 205 – 225 | 401 – 437 | Edge tools, knives, reamers, rock drills |
| Yellow | 225 – 250 | 437 – 482 | Planer blades, scribers |
| Brown | 250 – 265 | 482 – 509 | Cold chisels, dies, drill bits, hammers, press tools |
| Purple | 265 – 285 | 509 – 545 | Punches, surgical tools |
| Blue | 285 – 305 | 545 – 581 | Screwdrivers, wrenches |
| Light blue | 305 – 335 | 581 – 635 | Gears, structural steel, springs, wood cutting saws |
| Grey-blue | 335 – 375 | 635 – 707 | Structural steels, springs, wood cutting saws |
However, these colours do not always indicate the exact tempering temperature. Many other factors such as the alloying elements, atmosphere, surface finish and tempering duration all have an effect on the final colour. For instance, corrosion-proof steels are less prone to oxidation and hence achieve specific tempering colours at higher temperatures than their more corrosion-prone counterparts.
Thus, it is not recommended using this chart to precisely determine the tempering temperatures. These colours should only be taken as an indication to evaluate the metal’s surface temperature during tempering.
The Benefits of Tempering
-
Increased ductility and flexibility
-
Reduced brittleness
-
Excess hardness can be adjusted to acceptable levels
-
Improved microstructure which increases the metal’s strength
-
Relieves internal stresses accrued from prior operations. If left unchecked, residual stresses may cause hydrogen cracking.
-
Increased wear resistance properties of the surface as well as the core. Tempered steel is durable and long-lasting.
-
Increased machinability and formability for succeeding processes
-
Increased toughness
-
Tempering is quicker than the annealing process. Tempered steel is also harder and stronger than annealed steel
Conclusion
Whether you need a safety pin or to build an 80,000-seater stadium, tempering is indispensable. It still remains one of the most important and widely used heat treatment processes in many different applications of steel.
As we advance further into building structures that are more complex than ever, the use of tempered components in manufacturing and construction will only increase with time.
