

Swiss machining, also known as Swiss turning, is a high-precision CNC machining process performed on a special type of turning machine designed specifically to produce small and intricate parts.
Swiss lathes operate with incredibly small tolerances at shorter cycle times than conventional lathes, making them an attractive option for manufacturing complex parts at larger volumes.
Let’s delve into the fundamentals of this cutting-edge turning process.
What Is Swiss Machining
Swiss lathes were originally designed by Swiss watchmaker Jakob Schweizer to produce extremely small parts for the watchmaking industry. The first Swiss-style lathe was developed in the 1870s but it started gaining popularity in other industries in the 1960s thanks to its high precision and low margin of error.
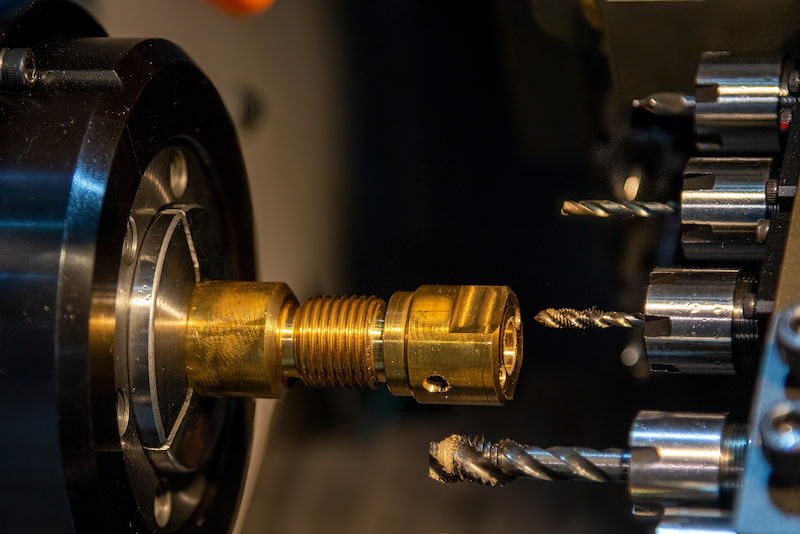
In a CNC Swiss machine, the sliding headstock advances a segment of the metal stock through the guide bushing. The rest of the workpiece is held firmly within the chuck behind the guide bushing and is not directly exposed to the tooling area.
As the machining of a section of the workpiece is finished, the bar stock is moved forward along the z-axis allowing for the machining of another section. This segmented approach allows the parts to be turned rapidly and tightly as this eliminates part deflection under strong cutting forces and increases the accuracy.
Most Swiss-style lathes today use one or two main spindles plus one or two secondary back spindles. The main spindle is used for the majority of machining operations. The secondary spindle is located behind the part and its operation generally involves picking up the part as it is cut off and performing a variety of secondary operations, such as drilling or tapping the side of the workpiece that was unaccessible prior to parting.
After the completion of these operations, the secondary spindle then ejects the completed part into a bin, eliminating the need to have an operator manually change each part, as is often the case with standard CNC turning machines.
As far as the materials go, Swiss lathes are generally used for metals (carbon steel, aluminium, stainless steel, brass, etc.), sometimes plastics (nylon, polycarbonate and others), and not so much for wood.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=LE1hWDg1TG8&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Swiss Turning vs Conventional Turning
Swiss-type lathes are generally more flexible, productive, and precise compared to conventional lathes. We’ll bring out some of the key differences between the two:
Headstock
Conventional lathes have a fixed headstock, clamping the workpiece at one or both ends (with a tailstock). Swiss machines on the other hand have a moving headstock, allowing the workpiece to be repositioned along the z-axis as it undergoes the machining process.
Machining process
Swiss machining employs a segmented approach in its operation wherein a specific part of the workpiece is machined as it advances through the guide bushing. Segmentation improves consistency, resulting in precise CNC-turned parts with desired tolerances.
Traditional lathes handle a single operation at a time, changing the cutting tool as the previous step is finished. Its operation is generally slower compared to Swiss machining segmentation but the whole workpiece is accessible at once compared to Swiss machining that feeds the bar stock through the guide bushing.
Guide bushing
A conventional lathe holds the workpiece fixed in place in the collet chuck of the main spindle. Longer workpieces with a length-to-diameter ratio larger than 4:1 are more likely to result in part deflection from the overhang.
A Swiss lathe uses a guide bushing to support the workpiece. The machining is performed close to the guide bushing, thus overhang and part deflection are not an issue. Additionally, Swiss-type lathes can perform deeper cuts in a single pass rather than multiple shallow passes like on a traditional lathe since the guide bushing offers great support for the workpiece.
There are, however, sliding headstock CNC lathes available that do not feature a guide bushing. This facilitates faster setups and greater workpiece concentricity but these advantages are generally evident for shorter workpieces with lower length-to-diameter ratios.
Cycle time
Swiss-type machines significantly reduce cycle times in manufacturing complex geometries compared to conventional machining thanks to the ability to perform multiple machining operations in a single setting. The number of axes on a Swiss lathe range from 7 to 13, compared to 2-5 axes on traditional lathes.
The automatic feed of bar stock on a Swiss lathe reduces machine downtime and boosts productivity since there’s no need to swap out the workpieces manually.
Coolant
Oil is used as a coolant for Swiss machining as opposed to water for conventional lathes. Although oil has a lower heat capacity than water, its high lubricity reduces friction and minimises overall heat generation. As an added bonus, oil helps to reduce tool wear and prevents rust.
Post Processing
Depending on the complexity, parts manufactured on conventional lathes often require additional finishing processes. Swiss lathes produce such fine and precise parts that the need for secondary finishing processes is reduced or in many cases eliminated completely.
Cost
A Swiss lathe is generally more expensive compared to a conventional lathe due to its advanced design and more tooling options. The difference is not as great as one might think though as there are some Swiss CNC machines available on the market that do not surpass the cost of a conventional lathe by a large margin.
When used purposefully for producing larger production runs of complex parts, the Swiss lathe becomes the more economical option in the long run despite the difference in its upfront cost.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Benefits of Using a Swiss-Type Lathe
The rapid rate of production and precision make a Swiss turning machine superior to its counterparts in many aspects:
-
High precision – Swiss lathes are known for extremely high precision and tight tolerances, often necessary for industries like medical, aerospace, or intricate electronic components.
-
High repeatability – Swiss machines produce consistently high-quality parts, which is crucial for industries where every micron counts.
-
Complex parts production – With their unique guide bushing system, Swiss lathes can handle long, slender parts and intricate details more effectively than conventional lathes.
-
Simultaneous operations – Many Swiss CNC lathes come with multiple tool paths, allowing for simultaneous operations like turning, drilling, and milling. This leads to reduced cycle times for complex parts.
-
Fewer secondary operations – Due to their ability to perform multiple operations in a single machining cycle, parts often come off a Swiss machine as finished or nearly finished, reducing the need for secondary operations.
-
Reduced deflection – The design of the Swiss lathe, where the workpiece is supported very close to the cutting tool by the guide bushing, significantly reduces deflection, which in turn allows for better surface finishes and consistent dimensions on long slender parts.
-
Higher RPMs – Swiss lathes can typically operate at higher RPMs without vibration, leading to faster machining times and improved surface finishes.
-
Automation – Swiss turning centers are highly capable of automating most, if not the entire machining process. The combination of automatic bar feeding, the number of tools available, multiple axes of movement, and CAM programming allow for the precision machining of intricate parts without manual intervention.
Swiss CNC Machining Limitations
Despite the obvious benefits that Swiss CNC machining offers it does however have some limitations.
-
Bar stock – The size of the bar stock is generally limited between 2mm-38mm and requires a consistent diameter (Screw Machine Quality stock) as it is fed through the guide bushing. There are machines available that can handle slightly smaller and larger stock, but these are less common. Sometimes, the bar stock is chamfered on one end (usually if its diameter is > 10mm) to be held firmly by the gripper.
-
Tooling costs – Specialised tooling for Swiss machines can be expensive. Additionally, because of the close proximity of multiple tools, there can be limitations on tool size and geometry.
-
Heat dissipation – Oil is used as the lubricant for Swiss lathes compared to conventional lathes that use up water. The downside is that oil is less effective in dissipating heat, which may pose a problem during long hours of operation.
-
Setup time – The calibration and replacement of the number of cutting tools increase the preparation needed before starting a project. The Swiss machine also needs to be programmed which may take a significant amount of time and needs proper staff training to maximise the benefits of Swiss automatic lathes.
Applications of Swiss Machining

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=wKVqLTzh_z4&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
Swiss machines are highly versatile which makes them an ideal choice for manufacturing parts across several industries.
-
Watchmaking – The Swiss lathe was originally developed for the watchmaking industry to manufacture miniature, high-precision mechanical parts.
-
Aerospace – The aerospace industry utilises lightweight precision parts with very tight tolerances in their assemblies. Swiss machines are thus a great fit for this purpose, known for machining small, complex components.
-
Medical devices – High standards from the medical field greatly benefit from the capabilities of Swiss turning lathes in manufacturing medical instruments, surgical screws, and implants.
-
Electronics – Manufacturing electronic components continue to become harder and harder since they become smaller and more advanced. The increased demand for small parts such as pins, sensors and connectors makes using the Swiss-type CNC lathe a great option.
-
Automotive – Swiss machines are used to create fuel injectors, sensors, and valves for the automotive sector.
-
Firearms – Firearms and defense equipment require precise turned parts to function optimally. The Swiss-style lathe can produce firing pins, bolts and triggers.
-
Musical instruments – The musical instrument industry benefits from the precision of Swiss machining in crafting intricate components, ensuring optimal functionality and tonal quality. Some examples include the slender and detailed parts of woodwind and brass instruments, tuners and tailpieces for guitars, and rods and tensioners for drums. This high level of consistency and accuracy is essential to meet professional standards and deliver consistent sound.
