

The industrial stamping process has its roots in the 18th century. However, simpler stamping setups go as far back as the seventh-century B.C. when the Lydians used it to stamp coins.
Today’s stamping processes are nothing short of an engineering marvel, requiring deep knowledge of physics, precision engineering, press mechanics, and material science. They create complex components with very tight tolerances while avoiding defects such as cracks and wrinkles. In this article, we’ll provide an overview of sheet metal stamping and the associated operations.
- Metal stamping is a high-precision manufacturing process perfect for high-volume manufacturing. It offers great repeatability, accuracy and speed while adhering to tight tolerances, enabling to manufacture complex parts efficiently at scale.
- Various types of stamping processes, such as single-stage stamping, progressive die stamping, and transfer die stamping, are available. The choice directly impacts part complexity, output, speed, and per-part cost.
- Mechanical, hydraulic and servo presses each offer distinct advantages in speed, force capacity, and process control, with servo presses offering unrivalled flexibility for complex forming operations.
- Skillful process design and operation sequencing for operations like cutting, bending, drawing, flanging and hemming is essential for minimising defects, energy consumption and improving dimensional accuracy.
- Stamping offers low material wastage and cost-effective production but requires skilled labour for process design, robust tooling, and prudent management of lead times and safety.
What Is Sheet Metal Stamping?
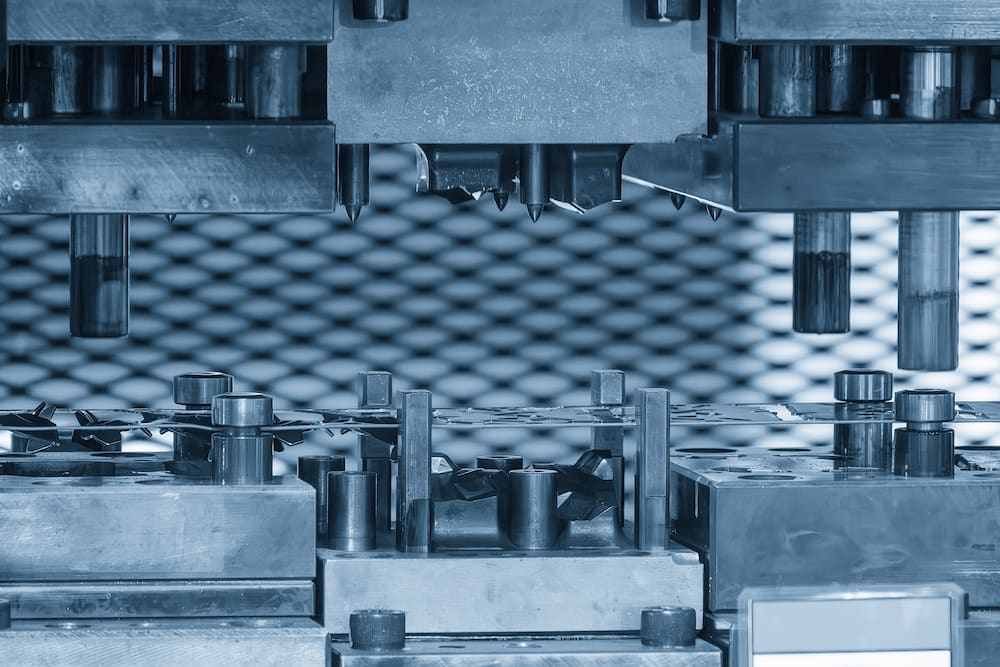
Stamping is a sheet metal fabrication process that creates parts out of flat sheet metal by stamping or pressing it in a die. The die is the steel block that contains the reverse imprint of the desired shape. It has two halves (bottom and top), which are assembled in a press. The press is powered by a flywheel, which typically receives its power from an electric motor.
Stamping is usually done on a cold metal sheet and is a sort of umbrella term involving a lot of different operations such as blanking, coining, drawing, flanging, bending and so on. It is a fast and cost-effective solution for high-volume manufacturing needs. The finished products are generally known as metal stampings.
Sheet metal stamping is a reliable method to create sheet metal parts for varied applications and complexities. It may be single- or multi-stage. In single-stage stamping, the die carries out one primary operation per stroke. Although it is often used for simple, large parts, but it is also capable of producing extremely complex geometries with high precision.
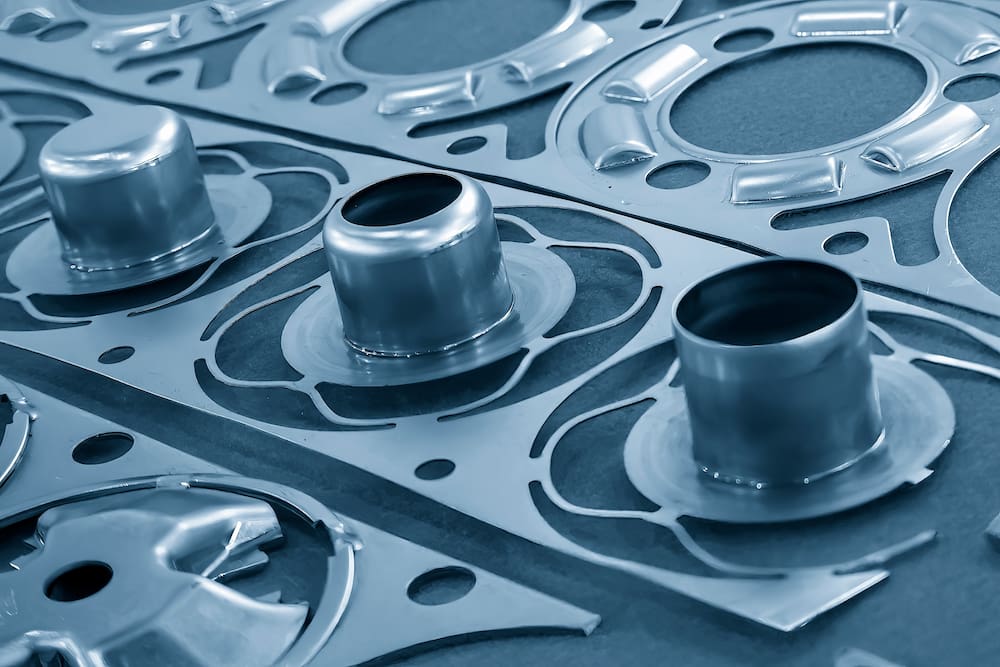
Multi-stage stamping, on the other hand, can create highly complex parts at a high rate by combining multiple operations in a single stroke. Sheet metal components like automotive brackets, electric motor mounts, and engine heat shields are typically produced through multi-stage stamping.
They start as a metal coil and end up as finished metal parts after going through operations such as punching, bending, drawing and cutting at different stations during the same stroke. The die used for the process is known as a progressive stamping die, as it progressively punches and forms the parts until a finished part falls off at the end.
The part stays connected to the sheet metal coil through points known as carrier points. They help the parts to progress correctly while maintaining precise positioning.
A second type of die involves loose parts being cut and transferred between stations. When a part is detached from the strip and continually formed, the process is known as transfer die stamping.
| Single-Stage Stamping | Multi-Stage Stamping |
|
One primary operation per stroke |
Multiple operations per stroke (cut, bend, draw, emboss, etc.) |
|
Manual or robotic loading/unloading |
Robotic loading/unloading |
|
Feed material may be cut out blanks |
Feed material is generally a steel coil |
|
All operations are performed at a single station |
Multiple stations are powered within a single stroke |
|
Ideal for large and simple parts, but can create highly complex geometries as well |
Typically used for complex parts that need several operations |
|
Lower initial investment |
High investment |
|
Quick setup |
Lengthy setup |
|
Ideal for low-volume, simple parts |
Ideal for high-volume parts |
|
Higher per-part cost |
Lower per-part cost |
|
Can handle complex shapes more easily because the part is not tethered to the strip |
The part is connected to the strip at all times, permitting operations within the limits of carrier points |
Types of Stamping Presses
The stamping presses provide the power for the stamping process. The amount of power required depends on many factors such as the type of operation, part complexity, process speed, tooling condition and material properties such as strength, thickness, and grade.
Naturally, higher thickness and greater part complexity require more force. A 250-tonne press conveys that it can squeeze the metal sheet with a compressive force of 250 tonnes (about 500,000 pounds or 2224 kN). The three main types of presses used in the industry today are:
-
Mechanical press
-
Hydraulic press
-
Servo press
Mechanical Press
The mechanical press is the most primitive type of press that can last for many decades. It features a simple system consisting of an electric motor-driven flywheel that stores and transfers the energy to the press for the stamping operation.
Key Advantages
-
Simple operation: The absence of a complex mechanism means fewer breakdowns and less maintenance.
-
Highly durable: Their robust nature allows them to operate reliably for decades with only a minimal drop in efficiency.
-
Suitable for high-speed, high-volume production: The mechanical press can be integrated with mass production setups and automatic feed systems to achieve a high rate of production.
-
Highly consistent: It delivers consistent part quality in all kinds of production setups while minimising scrap.
Hydraulic Press
The hydraulic press uses Pascal’s law to multiply force and apply pressure on the sheet metal for the stamping process. Pascal’s law states that the pressure applied to an incompressible confined fluid is transmitted equally in all directions by the fluid. This hydraulic pressure is used to operate the press by manipulating the pump pressure and valves.
Key Advantages
-
Uniform pressure and force distribution: The press can deliver peak tonnage anywhere in the stroke, unlike mechanical presses.
-
High tonnage capacity: The hydraulic press can deliver extremely high force, making it ideal for demanding applications. Specialised hydraulic presses can reach up to 80,000 tonnes, while mechanical and servo presses can reach up to 6000 tonnes and 2500 tonnes, respectively.
Servo Press

Servo presses represent the latest advances in metal stamping press technology. Mechanical presses can only operate at a fixed stroke profile. However, with servo presses, we can digitally control the ram speed, press force, press motions, and position. Several presses can be grouped to run in tandem or robot-lined configurations to deliver specific requirements.
This control is crucial to create highly specific shapes, for example, those requiring a deep drawing operation. By reducing the speed during the deep drawing part of the stroke, the possibility of sheet tear is minimised, a likely defect in this operation.
Servo presses use motors to directly power rams instead of a flywheel in the middle. They also feature better accuracy, repeatability, and power than mechanical presses.
Key Advantages
-
Unmatched control: Servo presses enable us to closely control many manufacturing process parameters. For instance, they can consistently track a single position within 10 microns of repeatability during continuous production.
-
Energy efficiency: Servo presses consume energy during the working stroke only, unlike other presses that run loaded throughout the flywheel rotation. This reduces the overall energy consumption and makes servo presses a more sustainable alternative.
-
Higher part quality: Variable speed (fast entry, slow forming and slow exit) reduces the likelihood of defects such as springback, wrinkles, internal stresses, and tears. This gives manufacturers an edge in part quality with superior edges, improved drawability and consistent good parts.
-
Other noteworthy benefits include a quieter operation, reduced tool wear, versatility, and greater productivity.
Metal Stamping Operations
Metal stamping operations are the different ways in which a die interacts with the sheet metal to alter its shape and thickness. Some common operations used in stamping are cutting, bending, hemming, drawing, stretching and coining. In this section, we will describe some of these operations and discuss their use in the industry.
An appropriate sequence of operations must be established to ensure that the final part shape can be reached in the minimum number of stages while consuming the least amount of energy.
Cutting
The cutting operation refers to the separation of metal from the coil or from the raw material piece to achieve the part shape. This is typically one of the first steps, but there are methods (progressive die stamping) where the metal is cut from the metal coil in the final step.
Cutting also encompasses other similar operations such as punching, blanking and trimming. Punching (aka piercing) refers to the cutting of holes in the sheet metal. It is used extensively in stamped parts to create openings where needed. For instance, when designing the heat shield of an engine, a hole is cut to pass the ignition wire to the engine cylinder head.
Blanking refers to the creation of the part outline from sheet metal that will be formed sequentially to achieve the final part shape. Imagine a fully opened cardboard box that can then be folded to achieve the shape of the cardboard box. This original piece is known as the blank, and the stamping operation that creates this piece is known as blanking.
Trimming is typically a later operation that removes excess material from a formed part. It is an essential operation in the creation of a high-quality part as it smoothens the perimeter by improving the edge quality and also brings a part within dimensional tolerance as per design. Trimming is generally performed after operations such as deep drawing, stretch forming, bending and flanging.
Bending
Sheet metal bending is an integral operation in stamping that allows us to create 3D shapes out of a 2D metal sheet. In this process, the material is bent to a desired angle by holding it between the two die ends. A portion is clamped while the other is bent as needed to achieve the part shape.
The bending operation may create either a rounded or a straight corner in the part. It can also create features such as flanges and channels. A common application of the bending operation is to create brackets, supports and other structural elements.
Stretching
The stretching operation stretches or elongates a part by squeezing it in a die. The metal sheet conforms to the shape of the die by flowing outwards. Imagine squeezing a ball of clay between your palms. The squeezing reduces the thickness while increasing the length and width of the clay. Stretching is often preferred to make smooth car body parts, such as Class-A surfaces.
Drawing
In the drawing operation, a metal sheet is pushed by a punch into a die cavity to create hollow shapes such as cups and shells. If the drawing depth is less than the diameter, it is known as shallow drawing, otherwise, it is known as deep drawing.
The drawing process is commonly used to create hollow features in stamped parts. Some amount of stretching does occur during the drawing process. However, unlike stretching, where the material flows outward, it flows inwards from the flange area in drawing. A popular example of a drawn product is a soda can.
Embossing and Debossing
Embossing/debossing refers to the raising/lowering of a design from the substrate metal sheet as needed. These raised or recessed patterns could be for functional or aesthetic reasons. Functional applications of embossing/debossing include the addition of text denoting batch numbers and manufacturing dates into the part. Aesthetic reasons are to give the part a premium look and feel through the addition of an extra dimension or surface texture.
Flanging
Flanging is a sheet metal operation in which the edges of a metal sheet or a hole are turned up at 90 degrees to create a flange. The bending may be carried out along a straight or curved axis. Flanging serves three primary purposes: aesthetic appeal, structural reinforcement, and assembly facilitation. The raised lip (flange) adds stiffness to the part while also providing a surface for bolting/welding to aid in assembly.
The flanging operation needs a flanging die. It consists of a punch and a lower die that shapes the metal. The lower die controls the stretching and distribution of the metal, achieving a precise bending radius and flange angle.
The metal stamping process consists of two types of flanging operations: stretch flanging and shrink flanging. As the material stretches in stretch flanging, it results in thinning of the part, whereas shrink flanging leads to thickening. Flanging can be integrated into progressive die stamping setups as a standalone process or as a prelude to the hemming operation.
Hemming
The hemming operation involves the bending of a sheet metal edge over itself to create a smooth edge. Unlike flanging that creates a 90-degree bend, the hemming operation produces a 180-degree bend. Stamping hems are of two main types: closed type, where the hem sits flush on the surfaces, and open hem, where there is an air gap between the folded edge and the substrate.
Hemming is typically used in the industry for enhancing aesthetics (hide rough edges/create smooth edges), improving safety (thin edges are a safety hazard), increasing strength (greater resistance to tearing, warping, bending, cracking, etc.), and for fastener-free joining.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Advantages of Stamping Process
The modern stamping process is an absolute blessing to the manufacturing industry. It provides a cost-effective method to create consistent, high-quality parts for large production runs. Stamping also has very low wastage, reduced labour requirements and a highly automatable workflow. Here’s a brief description of the main advantages stamping offers.
✅ Cost-Effectiveness: Stamping offers one of the lowest per-part costs due to its low wastage rate, high potential for automation and reduced labour needs. Consistent production of quality products also enables a lower rejection rate. Further processing, such as heat treating, is also more economical in stamping compared to traditional manufacturing techniques.
✅ High Speed Production: The ability to churn out parts rapidly and reliably through automation and well-designed operations makes stamping an ideal candidate for high-speed production needs. Stamping can meet mass production timelines or reduce time-to-market durations considerably.
✅ Low Material Wastage: Stamping processes are capable of high material utilisation. For common materials, a material utilisation rate of 75-80% can be achieved with ease. Highly optimised processes can achieve a 95% material efficiency.
The percentage refers to the weight of the finished products compared to the weight of the raw material. The lost material is scrap (often called offal). This metric is also known as the yield of a manufacturing process. Stamping has a very high yield compared to many other processes.
✅ Versatility: The stamping process creates products for a variety of industries such as aerospace, automotive, construction, medical devices and electronics. This is due to its capability of working a range of different materials to create highly complex yet precise components.
Stamping can handle most materials such as plastic, brass, copper, aluminium, alloy, stainless steel, mild steel, spring steel, with thicknesses ranging from light foils to thick sheets. While stamping is usually profitable at higher volumes, it can be modified to run smaller production batches as well.
Stamping integrates well with other processes and systems, such as CNC and robotics, increasing output and efficiency.
Disadvantages of Stamping Process
It is important to understand the limitations of the stamping process to achieve its full potential. Some of these are mentioned below.
❌ High Initial Investment: Stamping requires considerable initial investment to get the parts rolling. Die design, modification and maintenance are expensive even when handled by experienced professionals.
The manufacturer needs to account for all of the capital and operational expenditure starting from the client query until the moment an acceptable part is ready to be stamped. However, modern tools such as stamping simulation software can relieve some of the operational expenses associated with tool design, modification and testing.
❌ Long Lead Times: When a client approaches a stamping expert, the first priority is often Design for Manufacturing (DFM). Generally, some design changes are inevitable to make the design more process-friendly, such as the elimination of sharp corners and other unnecessary features. Even after the part is finalised, it may take months or, in extreme cases, years to get the tooling right, especially if the design is really complex.
When process design is performed using the traditional method without simulation, stamping dies go through many tryout loops where they are repeatedly tested after small modifications to get the final part manufactured correctly. Each tryout loop can last anywhere from a few weeks to a few months, depending on part complexity. Thus, stamped parts can have considerably higher lead times.
❌ Safety Concerns: While workplace safety has come a long way, stamping is still prone to flying debris and burrs and requires a strict safety culture. Proper implementation of safety regulations is non-negotiable. Laser curtain-based auto stop mechanisms are also in use to prevent pinching or crushing injuries.
❌ Machinery Prone to Wear: As with all machinery, stamping presses and dies are prone to wear and require timely maintenance for smooth and satisfactory operations. Dies also lose accuracy with use and may need to be decommissioned when worn beyond permissible limits. This can, however, be avoided by using metal inserts where applicable. These metal inserts wear out instead of the die and can be swapped for new ones. Through this method, the dies end up lasting several decades.
❌ High Skill Requirement: Even seemingly simple parts, such as flat battery separator plates, are prone to defects like springback, thinning, wrinkles, and cracks. Modern stamping processes thus need a highly skilled team to design, implement, and monitor the process on the shop floor. The integration of automation can further increase the need for skilled labour for smooth setup and operations.
Fractory offers professional manufacturing services, including metal stamping, laser cutting and CNC machining for various steels and other metals. From prototypes to full production runs, we support industries such as automotive, marine, and aerospace with a streamlined, digital-first approach to metalwork procurement.
