


Sand casting, though an ancient technique, has seen remarkable advancements and remains highly relevant in the 21st century. This process, with roots tracing back nearly 5,000 years to ancient Egypt, has evolved considerably through the centuries while preserving its core principles.
In this article, we’ll dive into the modern sand casting process, examining how it works and why it remains one of the most widely used metal casting techniques even thousands of years after its inception.
- Sand casting is a highly versatile metal casting process that produces components ranging from small pins to large locomotive parts. It accommodates various metals, including ferrous and non-ferrous alloys, making it the most widely used casting method globally.
- The properties of moulding sand, such as refractoriness, permeability, thermal conductivity and flowability, ensure that the molten metal fills the mould properly and that the final product has the desired characteristics, impacting both quality and process efficiency.
- Sand casting offers advantages such as cost-effectiveness, suitability for various production scales, and compatibility with a wide range of metals. However, challenges such as surface finish variability, cooling rate control issues, and the need for skilled labour highlight its limitations.
What Is Sand Casting?
Sand casting, or sand moulded casting, is a metal fabrication process that uses dies made from sand to create metal products. Sand is easily mouldable with common objects. After shaping it as desired, hot molten metal is poured into the mould. As the metal cools, it takes on the shape of the mould as it solidifies. The final metal product is then extracted from the sand mould and undergoes finishing before being put to use.
Using the sand casting technique, products of all sizes and complexity levels can be manufactured. It can be used to cast items as small as pins or as large as railway locomotives. Additionally, it is compatible with a wide range of metals, including cast iron, malleable iron, steel, nickel alloys, copper alloys, aluminium alloys, and magnesium alloys.
Its versatility makes sand casting the most widely-used casting process in the world, with over 60% of all cast metal products being made using this method.
Properties of Moulding Sand
While there are many different types of sands to choose from, not all of them are suitable for the casting process. Each of them exhibits certain traits that may or may not align with the project requirements.
Depending on the casting process and metal, the right combination of properties in the moulding sand is needed. To enhance cohesion, special additives and binders can be added to the basic sand, clay, and water mixture.
These binders, which can be organic or inorganic, include cereals, ground pitch, sea coal, gilsonite, fuel oil, wood flour, silica flour, iron oxide, and pearlite among others. Some of these binders have contradicting effects but trade-offs are often necessary to balance the properties for specific casting applications.
The four most common types of sand used for casting are green sand, dry sand, sodium silicate and resin sand:
-
Green sand is called so because it is essentially raw sand mixed with water. It exhibits a clay-like consistency. Green sand offers a low-cost option for casting sand with good reusability and is compatible with high production rates. However, its low malleability can cause the mould to collapse under certain situations. It also has a propensity to create surface defects.
-
Dry sand, on the other hand, is a moulding sand that uses clay and contains very little water acting as the binding agent. It holds its shape quite well once rammed into place. A benefit of dry sand is that it creates very little steam during the filling stage, which in the case of more moist sands, can lead to mould fracturing if left unchecked.
-
Sodium silicate, aka water glass, is a special sand that uses a sodium silicate binder to integrate the sand. Sodium silicate can create more intricate or complex shapes than green and dry sand.
-
Resin sand, aka Furan sand, is another popular sand used for sand casting It uses a furfuryl alcohol resin to make a coherent mass out of the sand. The robust and highly stable compound has very little tendency to break down and provides excellent dimensional accuracy and surface finish. However, it is the most expensive of all sands. It also has a higher lead time.
Casting engineers choose the type of sand based on the metal, product geometry and tolerance limits. But no matter the specifications, they always screen a sand type for the following properties:
Refractoriness
Refractoriness is a material’s property that allows it to withstand thermal shocks and burning when subjected to high temperatures. The sand serves as a refractory material for molten metal and thus needs to have a high melting point. The selection of sand for casting is largely influenced by the process temperature. If the refractoriness is insufficient, the sand will melt and fuse to the casting.
For many metals, such as aluminium, the sand only needs to withstand a temperature of 700 degrees Celsius. However, sands for steel castings need to withstand at least 1500 degrees Celsius as the melting point is higher.
Permeability
The sand must vent steam and other gases generated during the casting process. Each unit of water in the mould produces 1600 units of steam.
If the gases and steam get trapped, it can cause defects such as blowholes and gas holes in the final product. Their removal is crucial to obtain a good quality finish. Thus, permeability is a crucial property in sand for achieving a high-quality finished product.
The properties of moulding sand are influenced by the grain size and distribution: small grains increase mould strength but reduce permeability, while larger grains enhance permeability. Fine grains yield a smooth surface finish on castings but have low permeability, whereas coarse grains provide higher permeability but a rougher finish.
High Thermal Conductivity
Thermal conductivity is the property of a material that allows heat to flow through it. Efficient heat flow leads to quicker cooling of the molten metal. Sands with high thermal conductivity are required to transfer the heat from the molten metal to the atmosphere.
Low Thermal Expansion
Thermal expansion is the increase or decrease in the volume of a material when heat is added or removed, respectively. For the sand casting process, sand with a very low thermal expansion is needed. This type of sand will maintain its shape during various stages of the casting process, including the pouring of liquid metal and subsequent cooling.
Flowability
The ability of sand to flow into smaller areas, such as cavities, depressions, and deep channels of the pattern, determines whether we can use it for casting complex shapes. Sand with higher flowability will fill all the features of a pattern without requiring external pressure.
A highly flowable sand is not needed for simple shapes, such as a manhole cover, but it may be required for something more complex like a sculpture. The level of flowability needed may therefore be determined on a case-by-case basis.
Cost
The cost can also vary significantly from sand to sand. Silica sand, for instance, has high availability but also issues like dimensional instability and the tendency to burn or even explode to form sub-micron-sized particles under thermal shock. Silicosis is also an extremely concerning issue with workers being exposed to silica for extensive periods. Olivine and chromite sand, on the other hand, are more expensive and less available but do not have the above-mentioned issues.
Sand Casting Process

The casting process is straightforward for simple products. A cavity with the desired shape is created, and molten metal is poured into it through a vertical channel. Once the metal solidifies, it is extracted by removing the mould sand around it.
However, with complex shapes, aspects such as how to fill the mould, remove excess metal, achieve a high-quality surface finish, and ensure the optimum temperature and velocity of the molten metal for uniform filling must be carefully considered.
Let’s explore a typical sand casting process in more detail:
1. Mould Creation
The mould is created using a pattern, which is a replica of the desired product. The pattern may be made from a different material or process, such as machining or additive manufacturing, but it has the same shape and dimensions as the final product. Multiple moulds can be created using a single pattern.
The pattern is separated into two parts along the centreline of the shape. Each half is then placed in separate sandboxes, and the sand mixture is packed around them to create impressions of the patterns in the sand.
Once the patterns are removed from the sand, the two sandboxes are placed on top of each other, securing them to form the complete mould. The top half and bottom half are referred to as the cope and drag, respectively. The mould cavity thus generated has the negative shape of the product. For example, a protrusion on the final product appears as a depression in the mould.
2. Gating System Creation
The gating system provides a pathway for the molten metal to flow into the cavity. A well-designed system can be crucial for the quality of the product. An effective gating system is simple, efficient, and minimises turbulence. It also traps any gas or slag present in the molten metal.
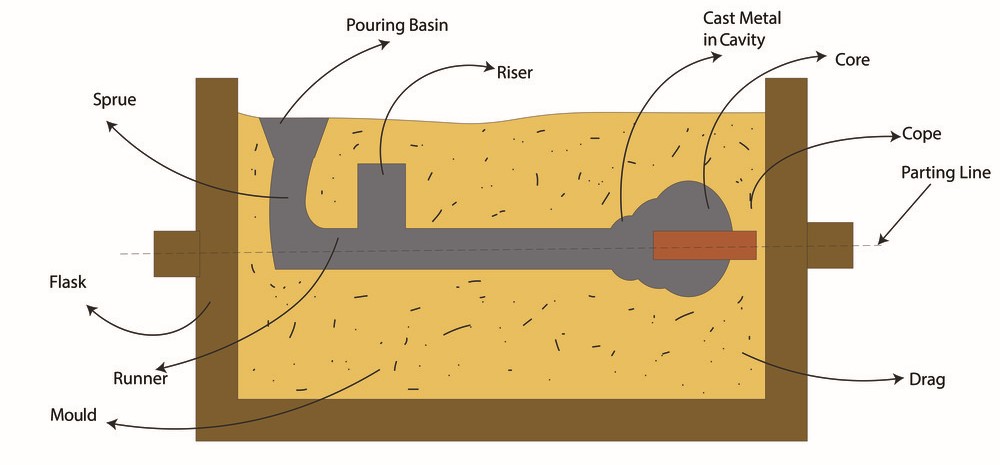
Key components of the gating system requiring careful design include:
-
Pouring Basin and Sprue – The pouring basin serves as the funnel-shaped entry point for the molten metal. The metal flows into the sprue from the pouring basin, moving under gravity towards the cavity.
-
Runners – Runners are horizontal channels for the molten metal to reach the die cavity from the sprue.
-
Gates – Gates are the entry points of the die cavity, ensuring a smooth flow of the molten metal into the die cavity, maintaining pressure, and preventing flashing. They also help restrict any slag from entering the die cavity.
-
Risers – To counteract shrinkage as the metal cools, risers serve as reservoirs in the gating system, storing extra molten metal. As the metal begins to shrink, risers provide additional material to the cavity, preventing metal shortages.
-
Cores – When a product requires a hollow section or cavity, a solid sand insert called a core is placed inside the die to form the intended cavity. The molten metal fills around the core, creating the cavity in the final casting. Chaplets hold the core in place during casting.
3. Pouring the Molten Metal
The molten metal is poured from the top into the cavity. The volume of metal used slightly exceeds that of the product to ensure that some excess material is stored in the risers.
4. Solidification into Casting
Once the die cavity is filled, the casting is allowed to cool. Natural or forced cooling may be applied depending on the metal and process. Proper cooling is essential for achieving the desired properties and maintaining dimensional accuracy in the final product.
5. Shakeout and Sand Recovery
Shakeout is the process of removing the sand castings from the mould. The sand is shaken and shifted to separate the solidified casting, which is then sent for final finishing operations, while sand recovery begins.
Since not all of the sand can be recovered, some of the old sand is replaced with fresh sand for future sand casting processes. To restore the sand’s properties for reuse, mechanical, chemical, and thermal treatments may be applied, along with adjustments to its composition by compensating for lost moisture and additives.
Advantages of Sand Casting
Despite the development of many advanced technologies in recent decades, sand casting remains one of the most popular metal fabrication processes. Its unique advantages make it indispensable in the modern manufacturing landscape. Today, sand casting is often automated, enhancing its adaptability and efficiency to meet the demands of contemporary production environments. Here are some key advantages that make sand casting such a valuable process.
Suitable for all types of production
Sand casting is compatible with various production setups, allowing for single-piece, batch, or mass production. This method is extensively used in industries like defence, automotive, agriculture, mining, construction, healthcare, and renewable energy.
In the automotive industry, sand casting is used for developing prototypes, engine blocks, cylinder heads, and various IC engine parts. Its application has also expanded to EV manufacturing, where sand casting is employed to produce structural components, motor housings, battery casings, and more.
There is almost no limitation on size as well. Products ranging from a few grams to a few tons in mass can be cast with mathematical precision.
Cost-efficient
One of the primary factors that drive various sectors to adopt sand casting technology is cost. Sand casting is significantly more cost-effective compared to other casting processes. The sand can be reused for future castings with minimal processing.
The automation in high-volume production also reduces the cost per piece while ensuring consistent and reliable quality. Sand casting also incurs low tooling costs compared to other casting methods.
Suitable for all metals
Sand casting can work with almost any ferrous or non-ferrous metal alloy. Examples include gold, iron, lead, and titanium. The only requirement is that it should melt and flow as a liquid metal into the mould. This flexibility allows foundries to work with a wide range of metals without requiring significant process or equipment modifications.
Fast process
Although processes like centrifugal casting can be more efficient for specific shapes, sand casting offers quick turnaround times both for prototyping and large-scale applications.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Limitations of Sand Casting
All manufacturing processes involve trade-offs. In the case of sand casting, however, these trade-offs are minimal compared to the benefits. Let’s examine some of those limitations:
Poor surface finish
Poor sand quality and process deviations can sometimes result in a poor surface finish in sand castings. Any breakdown in the sand mould can lead to a rough surface. For products needing a high-quality surface finish without extensive post-processing, die casting and investment casting are often preferred, but sand casting can also produce refined finishes with the right sand and processes.
Using high-quality, finer sand provides a much better surface finish, but it increases the cost of the process. Proper ramming or packing of sand particles also helps to improve the surface finish. To rectify surface defects such as an overly rough finish, sand castings usually undergo machining operations like turning, grinding and shot blasting.
Loose control of cooling rates
While cooling rates can be controlled more effectively in many metal fabrication processes, the same cannot be said for sand casting. Sand, being an insulator, exacerbates the challenges related to the cooling stage. The cooling stage is considerably prolonged in sand casting, impacting lead times and production rates.
Some variation in microstructure anisotropy can occur due to varying cooling rates. Anisotropy refers to the changes in mechanical properties resulting from alterations in the grain orientation of the material.
Forming internal cavities can be difficult
The sand casting method requires the placement of cores in the mould cavity to form internal cavities. For instance, when manufacturing an engine block, empty cavities for the engine cylinders need to be created during the casting process.
Creating internal chambers, holes, or spaces within the mould cavity is challenging as they must be positioned correctly and adequately supported to withstand the casting process. The more complex these cavities get, the more challenges need to be overcome.
Skilled labour is required if the process is not automated
Automated processes can be costly. However, without automation, the process relies on skilled sand casting experts to craft patterns, moulds, and oversee the process to ensure a high-quality product. Without skilled labour, the outcomes may fall significantly below acceptable standards, resulting in reputational and material losses.
Sand disposal can be a challenge
Foundries recycle moulding sand as much as possible, but after a specific number of cycles, it is no longer fit for reuse. However, waste sand from foundries is a harmful contaminant that can lead to environmental issues.
Construction is one of the sectors where waste foundry sand is now being diverted for disposal. It is being used as a substitute for fine aggregate (sand) in concrete. This practice not only addresses the issue of sand disposal but also lowers the cost and carbon emissions linked to concrete production.
But apart from this, most of the waste foundry sand ends up in a landfill, which is certainly not ideal. The options for recycling casting sand are limited.
Conclusion
Despite traditional sand casting being an ancient process, it has undergone remarkable refinements, making it highly relevant and useful in today’s manufacturing landscape. Its popularity is partly attributed to its versatility across various metal types and product sizes, and partly to the cost efficiency compared to other casting processes.
Ongoing innovations in material science and process automation further expand sand casting’s significance in industries ranging from automotive to construction. As industries evolve, sand casting will persist in shaping the industrial landscape, blending tradition and innovation in metalworking techniques.
