


Spot welding is a resistance welding process that joins metals together by applying pressure while supplying electric current to the weld area. It was first introduced in 1885 when Elihu Thomson accidentally fused two copper wires together in an experiment.
Spot welding has become a staple welding process in manufacturing and assembly, especially in the sheet metal fabrication sector and automotive industry. Suitability for automation plays a big part in its rise in popularity, as robotic spot welding excels at speed and efficiency.
Let’s delve deeper and further understand what resistance spot welding entails.
- Spot welding is a resistance welding process where metals are joined by applying pressure and electric current to create localised welds,
- Resistance spot welding is fast, cost-effective and clean, with no need for filler materials or open flames.
- Spot welding process is highly efficient and ideal for automation, making it popular in industries like automotive manufacturing.
- Spot Welding works best with metals that have low thermal conductivity such as low carbon steel. Other metals like stainless steel and aluminum can also be spot welded but require adjustments to ensure weld quality.
- The process is limited by the thickness of materials and requires precise alignment to avoid defects.
What Is Resistance Spot Welding
Spot welding (RSW) is an electrical resistance welding process that joins overlapping metals between two electrodes. Pressure is applied by squeezing the workpieces between the electrodes, and heat is generated by the passage of welding current through the resistive metals. This allows the materials to fuse and create a welding joint. The joint created through resistance spot welding resembles a button or a nugget, thus, the term spot welding was coined as the current is applied precisely over a small area on the metal’s surface.
As the metals are fused using large amounts of energy in a short period (approximately 10-100 milliseconds), the area around the weld nugget stays unharmed by the excessive heat, thus, the heat-affected zone is minimal and a clean weld is created.
The amount of heat generated in spot welding is expressed by the heat-energy formula:
Q = I2Rt
Where Q is the heat energy, I is the current, R represents the electrical resistance and t is the time or duration during which the current is applied.
Spot Welding Process
The spot welding process works through the delivery of low-voltage, high-current electrical pulses to the weld electrodes in order to almost instantaneously melt the metal while applying enough pressure for the metals to fuse. The process resembles the cold welding process in terms of applying pressure, but in cold welding, no electrical current is supplied to the weld.
The first stage in spot welding is to place the overlapping metal sheets or workpieces. After the metals are firmly set in place, the application of pressure through the electrode force is performed. This pressure may be applied manually, pneumatically, by springs or through hydraulics, depending on the machine type.
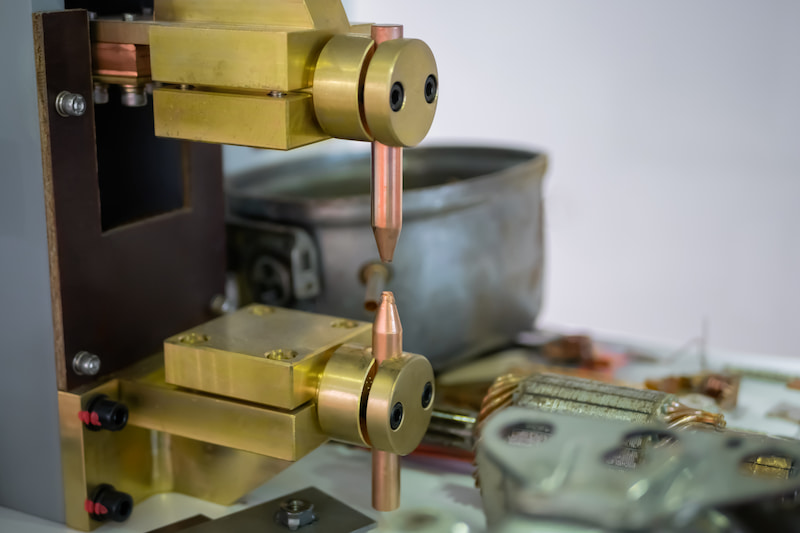
The second stage involves the application of a heavy current to the targeted area between the electrodes. Molten metal forms as the current reacts with the metal’s internal resistance. The metals reach about 2000 °C, which is above their fusion point. The electrodes must have a higher melting point than the workpieces. Generally, copper alloy electrodes are used, but depending on the welded metal, the electrodes can also be made from tungsten, molybdenum and other materials.
The final stage involves the cooling and solidification of the nugget. In this stage, the welding electrodes remain in contact with the nugget and act as support as the metals cool down and harden. The process is finished once the metals have cooled down.

As for wire meshes, spot welds are created at the contact between two wires that are positioned perpendicularly. This ensures a permanent connection between the wires, offering strength and durability. It is a great alternative to woven wire mesh that isn’t permanently fused together.
Spot Welding Parameters
There are quite a few variables to check and adjust during the welding cycle in order to create a weld with satisfactory quality:
-
Pressure
Applying the correct amount of pressure or electrode force is paramount in creating quality welds. The joint will be too small and weak if the applied pressure is inadequate. On the other hand, too much pressure might cause cracking in the spot weld, as the molten metal can cause thinning of the sheets. It is advised that the electrode’s depth of depression should never exceed 25% of the sheet’s thickness.
-
Current
The amount of heat generated depends on the electrical resistance and thermal conductivity of the metal. The classification of the metal should be considered when determining the amount of current for the machine.
-
Tip diameter
The welding tip diameter controls the size of the spot weld. If the tip is too small, the weld nugget can be too small and weak, whereas a tip that is too large can cause overheating of the metals and the development of voids and gas pockets.
-
Welding time cycle
Spot weld results can be improved and imperfections avoided by adjusting the time that the metals are subjected to electrode pressure and weld current.
-
Squeeze time refers to the period when the welding tip of the electrode applies pressure to the overlapping metals.
-
Upslope is the time during which the electric current reaches its peak value.
-
Weld time is the time during which the electric current flows between the electrodes. During this time, heat is generated and fusion takes place between the metals.
-
Downslope is the span where the electric current is cut out from its peak value.
-
Hold time refers to the resting period during which the molten metal solidifies. Electrode pressure is still applied during this period and the electrodes conduct heat away from the weld.
-
Off time is used to signify the current’s delay from the end of the sequence to the start of the next one.
-
To ensure that the spot weld is of high quality and safe to use in applications, the welded metals may be subjected to testing methods such as ultrasonic inspection and mechanical strength testing (tensile-shear, peel tests, etc)
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Spot Welding Different Materials
Spot welding works best for metals that have low thermal conductivity, along with high electrical resistance, such as low-carbon steel. Although spot welding can still be performed on metals that don’t possess these intrinsic properties (e.g. high carbon steels). But beware that the welds are more prone to fractures and cracking as they may have brittle and hard microstructures present.
Here’s a list of materials that are generally deemed suitable for spot welding:
-
Low carbon steel (mild steel)
-
Stainless steels
-
Galvanised steel
-
Magnesium
-
Aluminium
-
Zinc alloys
-
Nickel alloys
-
Titanium
-
Silicon bronze
Not all metals fit the specifications of spot welding, these exceptions can often be joined by alternative welding methods, such as soldering or brazing.
Electrode
Welding electrodes supply electrical current to the metals and apply mechanical pressure when brought into contact with the workpieces through the use of levers and a clutch. The mechanism of applying the pressure can be powered by an electric motor or by pneumatics.
There are two types of non-consumable electrodes that are used in spot welding:
-
Conductive electrodes
Used to weld resistive materials, such as stainless steel and nickel. Copper electrodes or copper alloy electrodes are used as it is ideal for allowing the current and heat to flow into the workpiece.
-
Resistive electrodes
These electrodes are generally used for conductive metals like copper and gold. Molybdenum and tungsten electrodes work the best, as they have low conductivity and high electrical resistance.
Improper selection of electrodes can lead to premature electrode wear, which may result in reshaping or replacement of the electrodes. Some metals can also react with the electrodes. Zinc-coated steels, for example, may foul the welding tips, resulting in trouble connecting with the metals.
In addition to the electrode material selection, there are also different electrode geometries available. The tips can be shaped to be pointed, truncated or dome-shaped.
Power Supply
Spot welders are usually operated using AC power. With the help of a transformer, AC power allows for high currents at low voltages. Spot welder voltage is usually set between 5 and 22 volts, and the electric current usually ranges between 1000 to 10,000 amperes.
Industrial-grade spot welding machines typically use three-phase electric power to reach high peak currents in manufacturing. Specifically, it is used to spot weld aluminum sheets for boilers, tubings and other things alike.
Spot Welding Machine
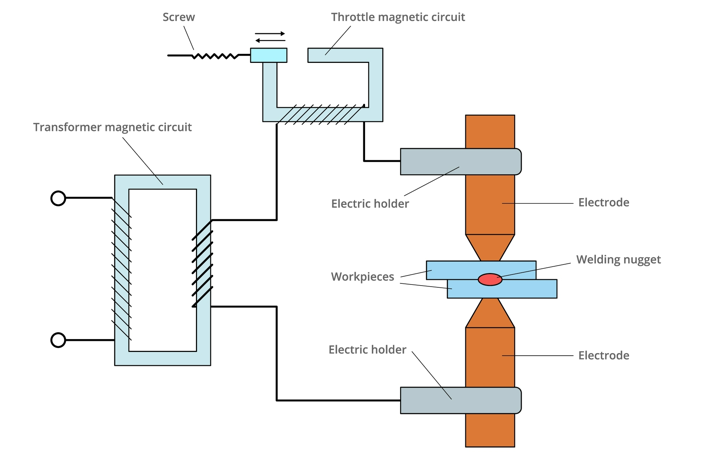
A spot welding machine involves a transformer for the power supply, welding electrodes, and other components that allow controlling the parameters in welding work (weld current, pressure, voltage, etc.).
Spot welding machines are usually water-cooled because, for a fraction of a second, very high heat is generated. The electrodes have passages for water cooling to decrease the temperature and prevent excessive wear.
Spot welding equipment can either be manually operated or automated through the use of spot welding robots. Portable spot welding machines are also available in the form of welding guns.
Applications of Spot Welding
Automotive Industry
Spot welding is a key element in the automotive industry since manufacturing car parts using this method is cost-efficient, reliable and fast. Companies automate assembly lines by using spot welding robots. A metal sheet made from steel or aluminum alloy can easily be transformed into a functional assembly part in seconds, all this with exceptional precision and repeatability.
Electronics
Delicate electronic items are well-suited for spot welding. Weld quality is good, while the nature of this welding method prevents overheating of the electronic components. Some examples are switches, solar panels, complex circuit boards and batteries.
Nail Manufacturing
Rolls of carbon steel are transformed into nails by subjecting them under the welding wheel with a supply of electric current. This continuous spot welding process is done at high speeds, which results in thousands of produced nails per minute.
Kitchenware
Handles, spatulas and tin cups are often formed using spot welding. The same goes for cookie cutters which are formed by spot welding straps of metal.
Medical Industry
The medical industry also takes advantage of the welding quality and the speed at which this process can be performed. Orthodontics, for example, uses spot welding in fastening dental implants.
Advantages of Spot Welding
-
Spot welding is one of the fastest and cleanest welding methods.
-
Easy and straightforward process, unlike some other more complex welding techniques.
-
There is no open flame present, contrary to some commonly known processes (shielded metal arc welding, TIG welding, etc.).
-
The process can be easily automated through the use of welding robots.
-
Multiple metal sheets can be joined at the same time.
- No filler material is consumed, unlike some other methods (MIG welding).
-
Cost-effective and economical as it doesn’t use inert gases or filler metals.
Disadvantages of Spot Welding
-
Alignment of the workpiece is critical.
-
Spot welding deforms parts of the base metals.
-
Welding thick sheets of metal is impossible.
-
Joints created might not be as strong as with some other welding methods, as it only creates localised joints.
-
Inadequate squeeze pressure will result in a low-quality weld.
-
Shunting may result from multiple joints or from other areas in the metal sheets. (Shunting refers to the diversion of the current away from the weld area.)
-
The electrode’s tip may crack because of thermal cycling.
-
Spatter can occur as a result of poor handling of the equipment’s parameters.
Important Points to Remember
Resistance spot welding is a fast and cost-efficient welding process that is widely used in sheet metal manufacturing. It is an attractive welding method for automation through robot spot welders and it offers incredible speed and precision without making too many compromises in weld strength.
The automotive sector has historically taken the most out of this welding technique as the application of this process allowed for increased production and assembly speeds. It is primarily used for welding steel in the automotive sector but as time goes by, steel is being replaced more and more by aluminium due to mass optimisation. The automation has allowed for larger volumes to be rapidly welded, without making compromises on the quality.
Resistance welding will continue to dominate manufacturing and assembly lines in certain industries and is here to stay for years to come.
Welding services by Fractory include both manual spot welding for smaller jobs and robot spot welding to fulfil today’s series manufacturing needs.
