


MIG welding is an arc welding process that joins two metals together using a consumable wire electrode. As the wire strikes the welding arc, the welding area is protected by a shielding gas to prevent weld contamination. This process started gaining global popularity between the late 1940s and early 1950s as a tool for welding aluminum and other common metals.
Fast forward a few decades and MIG welding has become one of the most attractive welding techniques thanks to its unrivaled speed while offering consistency and quality at the same time. Given its simple and straightforward process, MIG welding is a great starting point for welders who can then later transition to other more complex welding techniques.
- MIG welding is a popular and versatile welding technique that uses a consumable wire electrode and shielding gas to join a wide range of metals.
- MIG welding is known for its speed and efficiency, making it highly favored in industrial applications, particularly for high-volume production.
- MIG/MAG welding utilises different shielding gases (inert vs active) to optimise weld quality for specific metals, allowing for <strong<flexibility< in various welding tasks.
- MIG welding is less effective in outdoor applications without modifications like flux-cored wire.
What Is MIG Welding?
Metal inert gas (MIG) welding is a subtype of gas metal arc welding (GMAW). In this welding process, the base materials are joined together through a welding current. Filler metal is constantly fed through the welding gun. As the electric arc melts the electrode wire it is then fused along with the base metals in the weld pool. Simultaneously, the shielding gas travels along the welding gun to keep the weld free from atmospheric contamination.
Although MIG and TIG welding are quite similar in several aspects, they have some key differences. MIG uses a consumable wire electrode which is fused with the base metals in the weld pool, whereas TIG uses a non-consumable tungsten electrode and the use of filler metal is optional and is added to the weld pool separately.
As the wire welding process has diversified and improved over time, different shielding gases have been taken into consideration for various types of metals and welding procedures. Metal active gas welding (MAG) has become another option alongside MIG, as it creates an avenue for different weld results and materials such as carbon steel.
Difference Between MIG and MAG Welding
Both metal inert gas (MIG) and metal active gas (MAG) are fusion welding processes and belong to the GMAW family. They’re often seen as one welding technique because apart from the shielding gas, the welding process is exactly the same. Both of these processes are performed using the same welding machine.
-
MIG welding uses inert shielding gases (argon, helium, nitrogen, or a mixture of the three). These inert gases are stable during welding, wherein it does not diffuse particles to the weld bead. MIG is generally used for welding aluminum, magnesium, copper, titanium, and other non-ferrous metals and alloys.
-
MAG welding uses active shielding gases or a mixture of active and inert gases (CO2, Ar + 2 to 5% O2, Ar + 5 to 25% CO2 and Ar + CO2 + O2). The two common active gases in MAG welding are oxygen and carbon dioxide. Due to the extreme temperature during welding, these active gases disintegrate and alter the chemical composition of the weld bead. This type of welding is generally preferred for carbon steel (especially mild steel) and stainless steel.
Between the two, MAG welding is desired if you need to alter the chemical and mechanical properties of the weld.
MIG Welding Process
First off, all the metals must be clean to weld. Rust and impurities should be removed using a metal brush. As with any other welding project, it is important to always wear appropriate safety gear. Now let’s proceed to the welding process itself.
How MIG Welding Works
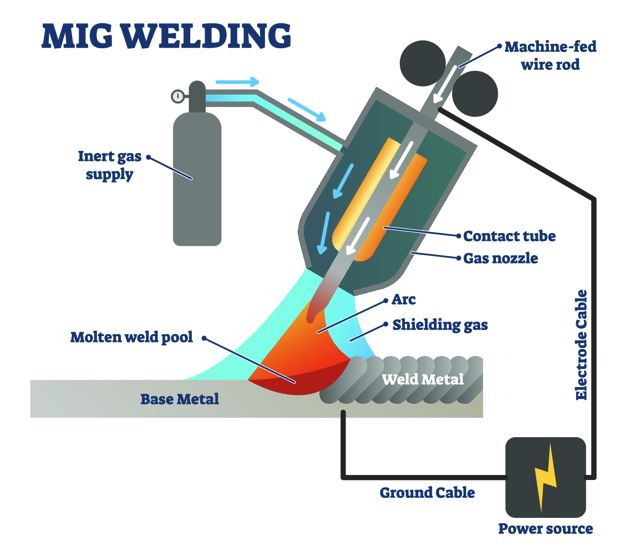
MIG welding uses a constant voltage power supply to create an electric arc that fuses the parent material with the wire that is continuously fed through the welding torch. At the same time, an inert gas is extracted from a supply tank and flows towards the gun, allowing the shielding gas to evenly protect the weld pool from impurities.
There are a few things that need familiarising before using a MIG welding machine. Here are some details you’d certainly want to check out.
Metal transfer mode
MIG welding has some distinct modes for transferring the metal wire to the weld pool. These variations allow you to have quality welds depending on the application, type of metal or finish.

ARVE error: url: https://www.googleapis.com/youtube/v3/videos?part=snippet%2Cstatistics&id=H9UokNuGL0A&key=AIzaSyAQ7WFzTAUrOX-FjsIrFS3JwZBFzgIvloc Status code 200 expected but was 403.
-
Short-circuit welding (aka dip transfer or microwire) – Electrical short-circuits are established as the metal wire touches the weld pool. To achieve this, MIG welding machines are operated with low voltage, keeping the size of the weld ball fairly small. The limitation in using short-circuit welding is its inability to weld thick materials.
-
Globular transfer – The welding current and voltages are raised above the recommended maximum values, creating an uncontrolled short circuit. Molten metal droops into the weld pool and typically has a higher diameter than the wire feed itself. This aggressive method causes erratic movement to the weld which in turn generates spatter. Its use is limited to flat and horizontal welds and lack of fusion in the weld is quite common. Globular transfer mainly finds use when welding thicker materials since large droplets and high heat input allow for good penetration. However, high temperatures lead to changes in the metal’s microstructure and to the formation of heat affected zone (HAZ).
-
Spray welding – Increasing the welding current and voltage further will cause a high deposition rate for the metal, almost similar to a water hose. This technique is optimal for joining thicker materials, allowing for greater penetration with tiny little droplets of molten metal. Spray welding offers strong, aesthetically good-looking welds with little spatter as no short circuits are occurring. High heat input restricts the use of this mode on thinner materials.
-
Pulsed mode – This mode is generally used for welding stainless steel and aluminum. It combines the advantages of other forms of transfer while minimising their disadvantages. The material is transferred in a controlled droplet form. The pulses create spatter-free welds and a lower heat input allows using this method on thinner materials.
Wire electrode
There are several types of wire electrodes available to tackle different projects and metals. As these electrodes run through the same wire feed unit, they behave differently during the welding process and leave distinguishable results.
-
Hard wire is the general wire used by most MIG users as it is affordable and easy to control. This wire usually comes in large reels and can be used at different angles. Typical hardwires used are in a combination of 72/25 argon and Co2 ratio.
-
Flux-cored wire requires no shielding gas for the welding project as the flux is built into the wire itself. In fact, this is actually another type of welding process called flux-cored arc welding (FCAW) but this can often be performed on the same welding equipment. Portability is a great bonus with flux-cored wires as there is no need to carry a gas tank around. The absence of an additional shielding gas makes flux-core more suited to working outdoors and in windy conditions. This is extremely convenient and user-friendly but on the downside, these wires create slag during welding. Investing in a good metal brush will come in handy for the cleaning procedure.
- Personal account manager
- Quality assurance
- Payment terms for companies
- On-time delivery by Fractory
Inert gas
As the metals fuse in the welding zone, MIG welding gas is supplied through the welding torch to keep the weld pool free from contamination. These inactive gases have no effect or reaction to the weld, keeping the metal’s properties intact.
The most commonly used gases in MIG welding are argon and helium. Sometimes they’re mixed with other gases as these two noble gases are quite expensive.
Additionally, semi-inert gases can be used that contain small percentages of carbon dioxide (CO2). Cheaper than argon and helium, CO2 allows for deeper penetration while resulting in more spatter in the weld pool. This means that more cleanup is required to clean the welds after gas metal arc welding.
In specific situations, non-inert gases are used in very small percentages to further increase metal penetration. The downside is that oxygen creates rust and oxidation to the weld metal, which can affect the weld quality.
Welding torch
A welding torch or gun is a specialised tool for fusing and melting metals. MIG torches offer versatility in their application for a variety of metal thicknesses and types of metal. Similar to TIG, MIG torches are divided into two groups:
-
Gas-cooled welding torches are normally enough for the common welder doing minor projects. With larger projects overheating might become an issue.
-
Water-cooled welding torches can be used at higher amperages and provide more power. They also offer smoother control over the contact tip of the nozzle. However, they cost 20-30% more than gas-cooled torches and require the welding machine to have a water-cooled system installed in the unit.
Aside from choosing the welding torch, it is important to have the correct components installed for the project at hand. One of these components is the liners in the welding gun. Liners are guides that ensure the smooth feeding of the wire during welding. Their use is rather straightforward, as they need to match the type of metal along with the wire diameter of the spool.
Take note that there are four different nozzle types used in a welding torch: recessed, flush, protruding, and adjustable. The simplest way to decide which nozzle to use is to identify the type of wire electrode used in the project.
Power source
The power source in a MIG welder is mostly set into DC as it offers constant voltage in contrast to TIG and stick welding which use alternating current for some materials. Modern MIG welding equipment auto-corrects the current when the arc length and wire feed speed change, allowing the MIG welder to create a stable weld puddle.
- DC positive polarity – In DCEP (direct current electrode positive) or reverse polarity, the electrons flow from the contact tip of the electrode to the base metal. This is the most widely used setting since it offers a stable arc, ensuring better bead quality, weld penetration, and less spatter. Suitable for welding both thick and thin materials.
- DC negative polarity – In DCEN (direct current electrode negative) or straight polarity, the electrons travel from the base metal to the tip of the electrode wire. This method offers faster deposition rates than DCEP but it has several drawbacks such as lack of penetration and not enough heat in the weld pool. Not suitable for thicker materials but is sometimes used for welding thin metals.
- AC power – AC is hardly ever used in metal inert gas welding. It is used for welding non-ferrous metals while operating under a tight budget. Other welding methods are preferred instead of using AC power, as the trouble of losing arc control and spatter in the weld pool are bad as it is.
Advantages of MIG Welding
-
The continuously fed wire allows for a fast, uninterrupted welding procedure.
-
A MIG torch handles horizontal, vertical or flat welding positions with ease.
-
MIG welding is cleaner than most welding processes, leaving little slag and minimal spatter compared to stick welding. The quality and looks offered by tungsten inert gas (TIG) welding are still unmatched though.
-
MIG welding is one of the simplest welding techniques to learn.
-
Suitable for a wide range of metals and alloys.
-
The machine allows you to adjust a variety of weld settings, such as wire speed and amperage.
Disadvantages of MIG Welding
-
There are other welding processes that offer more control to the weld (e.g. TIG).
-
MIG welding equipment has a relatively high initial cost.
-
MIG is generally unsuitable for outdoor welding, using flux-cored wires is the exception here.
-
Portability is an issue as MIG welders are heavy, considering the roll of wire and the tank containing the shielding gas.
-
Spatter can form in the nozzle from the molten residue as the welding wire is fed into the torch.
Important Points to Remember
MIG welding is a cost-efficient and diverse welding process, making it one of the most attractive welding methods, especially in industrial environments. It is used extensively in the sheet metal industry but is quite commonly used for thicker workpieces as well.
MIG process can be automated by using welding robots and thus it is probably the most common welding method used in serial production besides spot welding. In the automotive industry, the process is often used as a substitute for resistance and cold welding. As companies want to increase production capacity whilst keeping reasonable quality and efficiency, it makes sense that they most often resort to MIG/MAG welding.
With the continuous research and development into different combinations of shielding gases, polarities, etc, it is clear that the importance of MIG/MAG welding won’t diminish and these processes will continue to define the manufacturing industry for decades to come.
